БИНТЫ клатей оказываются лерестроенными на величнггу недокомпексации, либо перекомпенсании скоростнсго эффекта. То же проиоходнт при неяскомпенсации регуляторами отделыгь;х клетей температурного
клина - остывания полосы по мере прокатки 3 чистоЕой группе клетей.
Целью изобретения является уменьшение ошибки в толщине на головных частях и по длине полос путем автоматической настройки канала компенсации скоростной ошибки, а также исключения запоминания коррекции по толпдине, накопленной во время настройки скоростного канала, на весь прокатываемый сортамент.
Указанная цель достигается тем, что предлагается устанавливать дополнительное устройство, осуществляющее на каждой полосе автоматическое отключение интегрального канала коррекции по толщине в момент Harc io р эгола стана (при услювии, что ошгЗкР 3 TOJj iHi-rc R эгог момент меньше задан}1ок i ejiiri nij) и подключение иргтеграль :ого канала подстроили скоростной корра;- :;;.,
; , ve:.) ;i.:;Ka;;aj-ia олок--схеми предлагаэл;ого ; с rpc;v;c4T-,ii
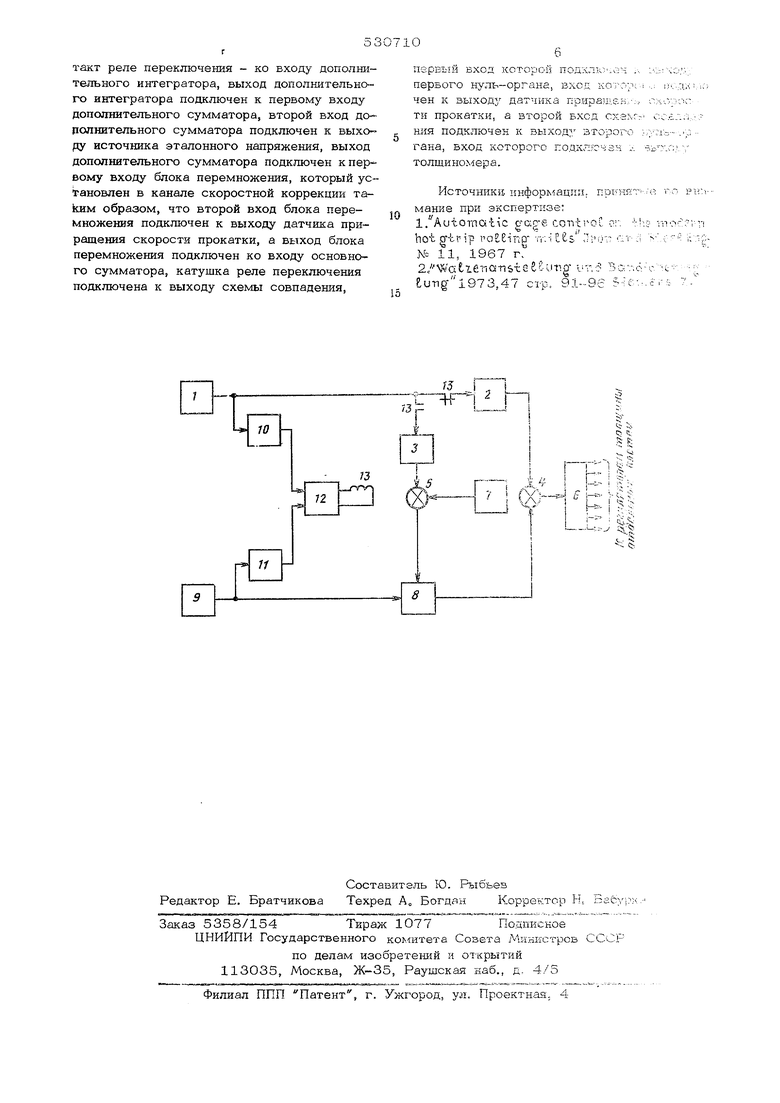
yc poiicTDo состоит из TOJHUMHOMepa 1, интегр:;,СроБ 2, 3.сумматоров 4, о, узла 6 p,::::n;:e;i:;;j::. суммарной коррекции межДУ . спщтсвы отдельны ; клетей 3Ti5,iOHHOi-o .С гоч;- 1;:а 7. блока 8 неремножеьтпя. дйгчик О превышения рабочей скорости ирокатк -; над заправочной) иуль-эрганов 10, 11, совпадения 12 и реле .L 3 переключения. Выход толщиномера 1 через нормально закрытый контакт реле 13 переключения и последовательно соединенные интегратор 2 и сумматор 4 подключей к узлу 6 распределения. Кроме того, выход толщиномера подключен ко входу нул-ь-оргггна 10 и через нормально открытый контакт реле 13 переключения, интег-ратор 3 н сумматор 5 - к первому входу блока :иоре; -) :Южения 8. Второй вход сумматора о соединен с выходом эталонного нсточ ика 7. Ко второму входу блока перемно/кениу 8 подключен выход датчика 9 приращения рабочей скорости над заправочной, которЬй, кроме того, соединен с входом нуль-органа 11. Выход блока перемножения 8 г/одк чючен ко в-гОрому входу сумматора ч,
.В;-1ХО;1,ы нул з-урганов 10 и 11 связаны со 1зход.;:;-г1: схемь; совпадения 12, на выход которой :;одкл;о--1ено реле 13 переключения.
У;;-гро:иС во раосгс-лат следу:ош.;1М образом
pi: ьхО;д:;: :оловио;-о кокца |.аждой полосы v:ou го:;ч; 1омер 1 на вглходе толщиномера появляется сигнал, пропорциональный отклонению толщины полосы от заданного зна чения. Этот сигнал через нормально закрытый контакт реле 13 ГЕвреключения подается на вход интегратора 2. Сигнал с выхода интегратора 2 через сумматор 4 и узел 6 распределения подается на регулятор тогещины отдельных клетей, вызывая уменьшение отклонения толщины. При уменьшении отклонения толщины полосы до некоторого малого значения срабатывает нуль-орган 10 и снимает .запрет с первого входа схемы совпадения 12, После начала разгона стана на выходе датчика 9 появляется сигнал,пропорциональный приращению рабочей скорости над заправочной, и через блок 8 переЛШщения и сумматор 4 подается на вход узла 6 распределения,одновременно срабатывает нуль-орган 11 и через схему совпадения 12 включается реле 13. Нормально закръп-ый контакт реле 13 отключает от выхода толщиномера вход интегратора 2, а нормально открытый контакт реле 13 подключает на выход толщиномера вход интегратора 3.
Если коэффициент компенсации скоростной ошибки, определяемый напряжением эталонного источника 7, выбран неточно, на выходе интегратора 3 появляется сигнал, который вызывает изменение коэффициента компенсации скоростной ощибки до тех пор, пока отклонение толщины на выходе не обратится в ноль.
Таким образом осуществляется селективная коррекция либо настройка стана при нагреве (износе) валков, а также при ошибках первоначальной настройки либо настройки канала компенсации скоростной ошибки, температурного кпина.
Формула изобретения
Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки, содержащее интегральный канал коррекции по показаниям толщиномера на выходе стана, пропорциональный какал коррекции по скорости прокатки,сумматор и блок распределения, отлич ающееся тем, что, с целью уменьшения ошибки по толщине на передних концах и по длине полос при неточной настройке скоростного канала либо при неполном устранении температурного клина регуляторами толщины, выход толщиномера подключен через нормально закрытый контакт реле переключения ко 5ХОДУ интегратора интегрального канала коррекции, а через нормально открытый контакт реле переключения - ко входу дополнительного интегратора, выход дополнительного интегратора подключен к первому входу дополнительного сумматора, второй вход дополнительного сумматора подключен к выходу источника эталонного напряжения, выход дополнительного сумматора подключен к первому входу блока перемножения, который установлен в канале скоростной коррекции таkHM образом, что второй вход блока перемножения подключен к выходу датчика приращения скорости прокатки, а выход блока перемножения подключен ко входу основного сумматора, катушка реле переключения подключена к выходу схемы совпадения.
первый вход которой подк.л50.лч первого нуль-органа вход кот ,чек к выходу датчика приращен ти прокатки, а второй вход сха ния подключен к выходу зторог гана, вход которого годхлусчзн толщиномера.
Источники информации, принят-е мание при экспертизе; 1.Automatic gKg-e ccmtt oC or. -Ч-. v ho-tg-bHp IoEEiTip-Tv:-;tei ; ;M7; ui-:;
Г 11,
NO 11, 1967 Г. 2/ qtzenar &i;eUuT g- .-.d BGv,d- ,47 crp, 91-96 5ie-...ci
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки | 1976 |
|
SU559746A1 |
| Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU735350A1 |
| Устройство автоматической коррекцииТОлщиНы пОлОСы НЕпРЕРыВНОгО СТАНАгОРячЕй пРОКАТКи | 1979 |
|
SU829238A2 |
| Устройство автоматической коррекции толщины полосы стана горячей прокатки | 1978 |
|
SU774645A1 |
| Устройство автоматической коррекцииТОлщиНы пОлОСы CTAHA гОРячЕй пРОКАТКи | 1979 |
|
SU812367A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Устройство для автоматического регулированияТОлщиНы пРОКАТА | 1979 |
|
SU806188A2 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
U JO
