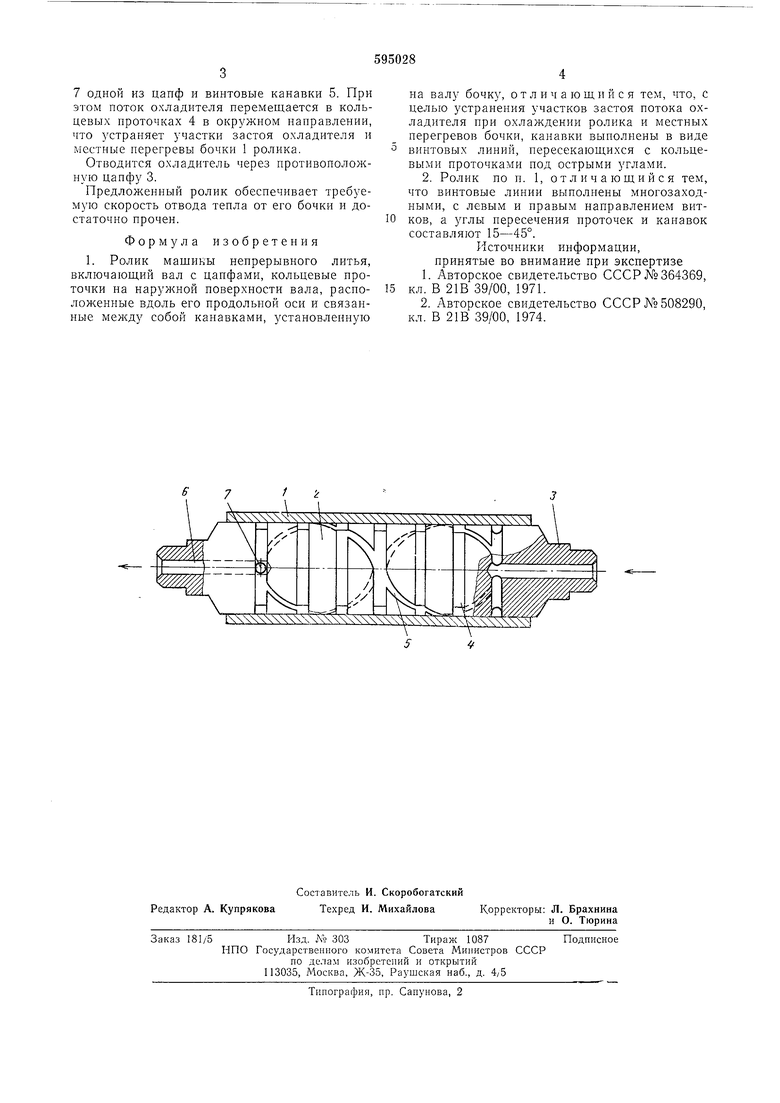
7 одной из цапф и винтовые канавки 5. При этом поток охладителя перемещается в кольцевых проточках 4 в окружном направлении, что устраняет участки застоя охладителя и местные перегревы бочки 1 ролика.
Отводится охладитель через противоположную цапфу 3.
Предложенный ролик обеспечивает требуемую скорость отвода тепла от его бочки и достаточно прочен.
Формула изобретения
1. Ролик машины непрерывного литья, включающий вал с цапфами, кольцевые проточки на наружной поверхности вала, расположенные вдоль его продольной оси и связанные между собой канавками, установленную
на валу бочку, отличающийся тем, что, с целью устранения участков застоя потока охладителя при охлаждении ролика и местных перегревов бочки, канавки выполнены в виде винтовых линий, пересекающихся с кольцевыми проточками под острыми углами.
2. Ролик по п. 1, отличающийся тем, что винтовые липии выполпены многозаходными, с левым и правым направлением витков, а углы пересечения проточек и канавок составляют 15-45°.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №364369, кл. В 21В 39/00, 1971.
2.Авторское свидетельство СССР №508290, кл. В 21В 39/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик для направления и поддержанияСлиТКА | 1979 |
|
SU850283A1 |
| Рлик,например,для установки непре-рывной разливки стали | 1974 |
|
SU508290A1 |
| Печной ролик | 1981 |
|
SU970066A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| Ролик машины непрерывного литья | 1989 |
|
SU1678510A1 |
| Кабельный ввод | 1979 |
|
SU862295A1 |
| РОЛИК РОЛЬГАНГА ПРЕИМУЩЕСТВЕННО СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2291006C1 |
| Валок для продольной прокатки труб | 1978 |
|
SU689752A1 |
| Ролик зоны вторичного охлаждения маши-Ны НЕпРЕРыВНОгО лиТья зАгОТОВОК | 1979 |
|
SU835619A1 |
