Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Целью изобретения является увеличение стойкости ролика и повышение качества слитков.
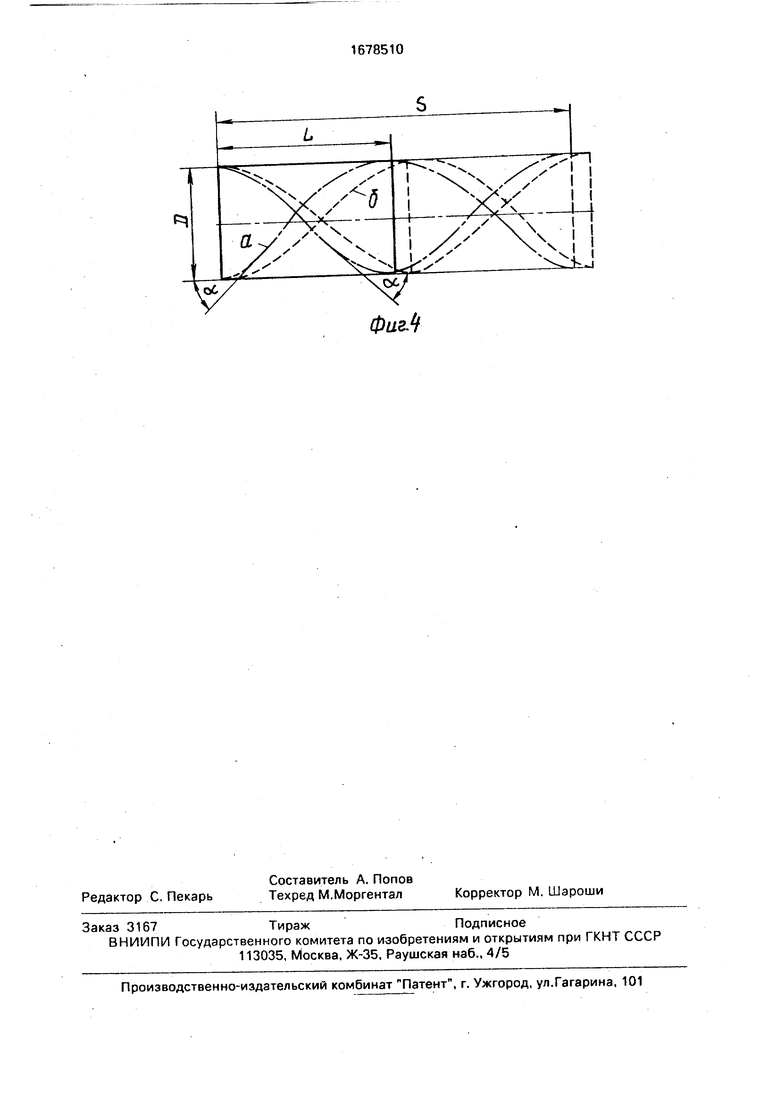
На фиг. 1 приведен ролик, общий вид; на фиг. 2 - участок поверхности ролика; на фиг. 3 - бочка ролика, поперечное сечение; на фиг. 4 - схема нанесения канавок на бочку ролика.
Ролик содержит цапфы 1 и бочку 2 с канавками 3 на ее поверхности. Между канавками расположены выступы 4 в виде ромбов. На фиг. 1-4 обозначены; D - наружный диаметр бочки ролика; L - длина бочки; а- угол наклона канавок к образующей бочки; S - шаг канавок на длине бочки; f - шаг канавок в сечении бочки.
При контакте роликов со слитком, имеющим температуру 1000°С. на поверхности бочки роликов образуются термические
трещины, которые, развиваясь, образуют сетку разгара с дальнейшим ростом кольцевых трещин и поломкой роликов, В связи с . непрерывным процессом разливки и невозможностью остановки процесса при поломке ролика в два раза увеличивается шаг между поддерживающими ооликами, что приводит к образованию ос« «ной трещины в отливке.
Выполнение бочки ролика с канавками, выделяющимися на поверхности участки в виде ромба, препятствует распространению трещин.
Износ бочки выравнивается по длине, что увеличивает срок его службы.
При выполнении угла наклона канавок
а 30 (и, соответственно, большой длине ромбов вдоль образующих бочки) после 300-400 плавок в выступах на бочке образуются трещины с последующим выкрашиванием кусочков металла. При выполнении угла наклона а 60° большая длина ромба
О
VJ
00
ел
А
о
.А
вдоль окружности позволяет развиваться термической трещине по периметру бочки. Изменение шага канавок от пределов 1,5 2,5 длины бочки и 0,125-0,25 от диаметра ведет к тому же результату, т.е. к трещинам с последующей возможной поломкой ролика.
Пример . Нарезку канавок производят на ролике МНЛЗ диаметром 400 мм при длине бочки 500 мм. Тогда шаг канавок (1.5-2,5) 500 750-1250 мм ближе к нижнему пределу для более высокорасположенных роликов в зоне более высоких температур и, соответственно, к верхнему пределу - для роликов конца жидкой фазы в слитке. То же относится и к углу наклона 30-60°. Это позволяет пропускать излишки воды более быстро в верхней части слитка. Интервал шага в сечении бочки определяют из соотношения (0,125-0,25) 400 - 50,0-100 мм. При длине окружности бочки I тг D 3,14 400 1256 мм количество заходов
1256 Равно 50-юо
12-25, При меньшем количестве заходов термические трещины получают большую длину, при большем - мелкие ромбы начинают выкрашиваться от циклического термонагружения.
Формула изобретения 1. Ролик машины непрерывного литья заготовок, содержащий цапфы и бочку с выполненными на ее поверхностями многозаходными винтовыми канавками левого и правого направления с образованием между канавками ромбических участков с направлением одной из осей параллельно образующей бочки, отличающийся
тем, что, с целью увеличения стойкости ролика и повышения качества слитков, угол наклона а. канавок и образующей бочки равен 30° а 60°, а отношение шага канавок к длине бочки составляет 1,5-2,5.
2. Ролик по п. 1, отличающийся тем, что отношение шага канавок в поперечном сечении бочки к ее диаметру составляет 0,125-0,25.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик машины непрерывного литья заготовок | 1989 |
|
SU1678511A1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| Ролик машины непрерывного литья заготовок | 1988 |
|
SU1588492A1 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| Охлаждаемый ролик машины непрерывного литья заготовок | 2020 |
|
RU2767120C1 |
| Ролик для направления и поддержанияСлиТКА | 1979 |
|
SU850283A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2079389C1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| Печной ролик | 1985 |
|
SU1310603A1 |
Фиг. 2
фиг.З
об
5f Фиг.1
| Прокатный валок | 1978 |
|
SU706145A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
