Так как ролик работает при высоких удельных давлениях, металл кромки вдавливается во впадину и при длительной эксплуатации (непрерывная разливка требует непрерывной длительной эксплуатации оборудования) бочка ролика становится почти гладкой, смятый металл выступа заполняет впадину. Ролики перед началом эксплуатации настраиваются на определенный размер проходящего слитка, и смятие выступов влечет за собой увеличение этого размера, что ухудшает качество продукции.
Целью изобретения является улучшение технологии непрерывной разливки стали путем равномерности охлаждения слитка и ролика в зоне их контакта.
Поставленная цель достигается тем, что впадины выполнены по радиусу через равные промежутки с отношениями наименьшего диаметра бочки по впадинам к диаметру по выступам 8 : 10-9 : 10, а ширины впадины к длине бочки 1 : 10-1 : 15. Выступы также могут быть выполнены по радиусу, равному 0,9-1,1 диаметра бочки ролика, с плавными переходами к впадинам. Кроме того, поверхность выступов наплавляется материалом повышенной твердости.
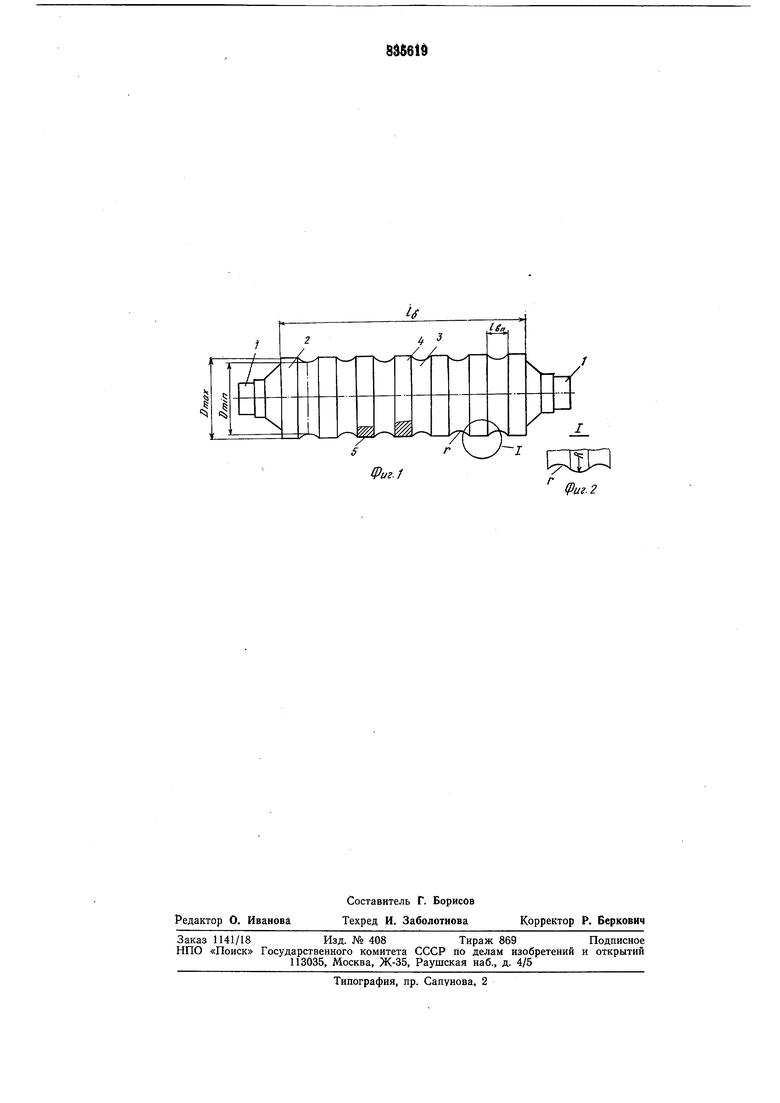
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - узел I фиг. 1.
Устройство состоит из цапф 1, бочки 2, по длине которой через равные промежутки по радиусу г выполнены кольцевые впадины 3, образуя чередуюш,иеся кольцевые выступы 4, поверхность которых направлена твердым сплавом 5. Ширина впадины /ВЦ выполнена с соотношением ее к длине бочки /б как 1 : 10-1 : 15, а глубина определена соотношением наименьшего диаметра по впадинам Dmrn к диаметру по выступам как 8 : 10-9 : 10. Поверхность выступов может быть выполнена по радиусу R плавно сопряженной с поверхностями впадин (фиг. 2).
Устройство работает следующим образом.
Ролик удерживается в опорных узлах цапфами 1 и получает вращение от слитка, с которым контактирует кольцевыми выступами 4 с наплавленным слоем 5. Зазоры между слитком и бочкой 2 ролика образуются кольцевыми впадинами 3, выполненными по радиусу г, с плавными переходами к поверхностям выступов. Охлаждающая вода подается форсунками на поверхность слитка, охлаждает слиток и протекает в зазоры, охлаждая бочку ролика, и особенно контактирующие со слитком выступы, протекая с двух сторон каждого выступа.
Размеры зазоров между слитком и роликом в свету по впадине 3 обеспечиваются отношениями наименьшего диаметра бочки 2 по впадинам к диаметру выступов Дтш. как 8 : 10-9 : 10 и ширины впадийь к длине бочки /вп - /б как 1 : 10-1 : 15.
Уменьшение отношений Z)mln max и
/вп./б приведет к уменьшению зазоров между слитком и роликом. Охлаждающая вода не будет успевать протекать, скапливаясь выше ролика и образуя застойные участки, слиток по высоте будет неодинаково охлаждаться. Увеличение отношений нежелательно, так как соответственно будет увеличиваться глубина впадин 3, т. е. уменьщаться сечение бочки 2 ролика, что приведет к его разрушению. Также увеличение отношений /вп : /б вызывает соответственное увеличение
5 ширины впадин 3 и уменьшение ширины выступов 4, что вызовет врезание узких выступов в грани слитка.
Поверхность выступов 4 может быть выполнена по радиусу R с плавным переходом к поверхности впадины 3, выполненной по радиусу г (фиг. 2).
Удельное давление при этом на поверхности выступов будет максимальным на вершине и уменьшаться к краям, что предохранит кромки выступов от смятия. Радиус R выступов равен 0,9-1,1 диаметра бочки ролика. При уменьшении радиуса R удельное давление на вершине превысит допускаемые пределы и выступы будут врезаться в металл слитка. При увеличении радиуса R теряется эффект от выполнения поверхности по радиусу, так как участок бочки на выступах будет приближаться к прямолинейному.
Формула изобретения
1.Ролик зоны вторичного охлаждения машинь непрерывного литья заготовок,
0 включающий бочку с цапфами, кольцевые выступы и впадины на поверхности, расположенные по длине бочки, отличающийся тем, что, с целью улучщения технологии непрерывной разливки стали путем равномерности охлаждения слитка и ролика в зоне их контакта, впадины выполнены по радиусу с отношениями наименьшего диаметра бочки по впадинам к диаметру по выступам 8 : 10-9 : 10 и ширины
0 впадины к длине бочки 1: 10-1 : 15.
2.Ролик по п. 1, отличающийся тем, что участки бочки между впадинами выполнены выпуклыми по радиусу, равному 0,9-1,1 диаметра бочки ролика по выступам, с плавным сопряжением с вогнутостью впадины.
Источники информации, принятые во внимание при экспертизе
1.Сладкошеев В. Т. и др. Непрерывная разливка стали на радиальных установках.
М., «Металлургия, 1974, с. 32.
2.Авторское свидетельство СССР № 592516, кл. В 22D 11/12, 1976.
IPuz.l
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик машины непрерывного литья заготовок | 1988 |
|
SU1588492A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2079389C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837460A1 |
| Ролик для направления и поддержанияСлиТКА | 1979 |
|
SU850283A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041017C1 |
| Устройство для вторичного охлаждения непрерывнолитых слитков | 1976 |
|
SU592516A1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| Ролик машины непрерывного литья | 1989 |
|
SU1678510A1 |
| Рлик,например,для установки непре-рывной разливки стали | 1974 |
|
SU508290A1 |