1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве периодических профилей.
Известпо устройство для продольной периодической прокатки, содержащее два профильных валка и выводные проводки 1.
Недостатком его является необходимость прокатки полос с облоем для обеспечения снятия полосы с валков, что ведет к повышенному расходу металла, а также к необходимости последующего Здаления облоя.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для продольной периодической прокатки полос, содержащее установленные в параллельных осях станины два валка, образующие калибр переменной высоты, и размещенные вдоль оси прокатки две призматические планки с рабочими поверхностями, контактирующими с торцовыми поверхностями валков 2.
Недостатком этого устройства является то, что оно исключая образование облоя не обеспечивает надежности работы и не исключает оков валков в процессе прокатки.
В предлагаемом устройстве с целью повыщения надежности работы путем исключения возможности окова валков рабочие поверхиости планок выполнены с канавками, направленными вдоль осн прокатки, симметричными
плоскости, проходящей через ось прокатки и иараллельпой осям валков, причем ширина и глубина канавок равны наименьшей высоте калнбра.
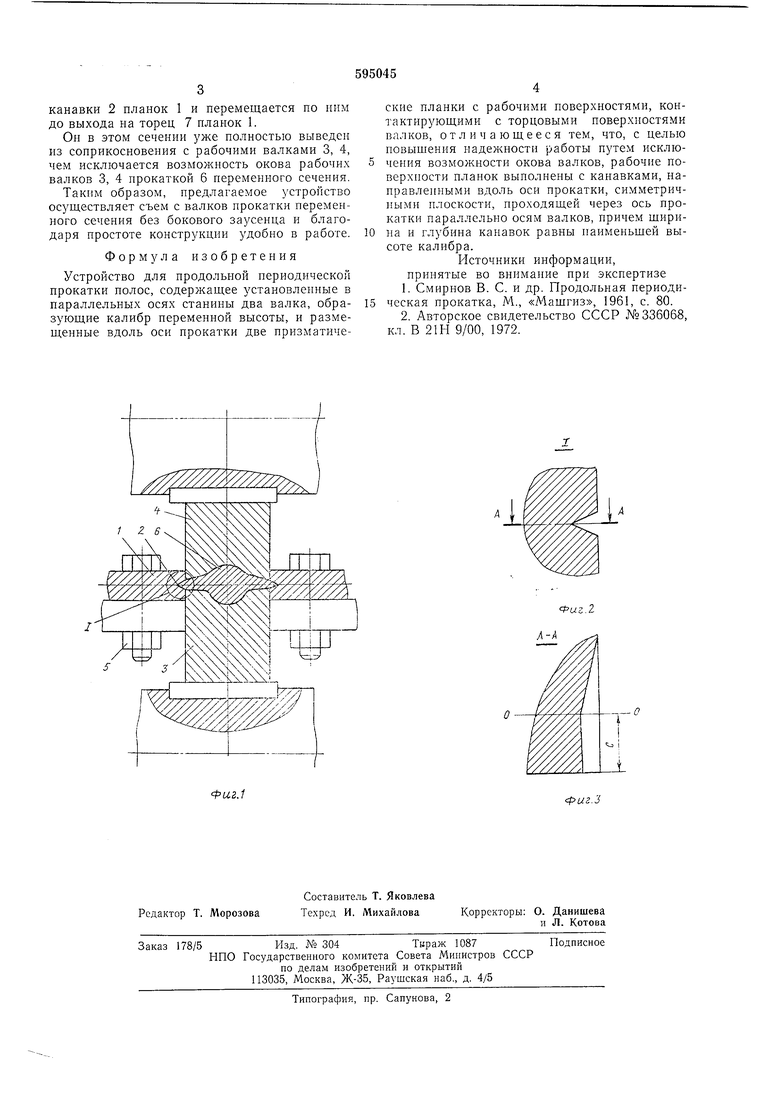
На фиг. 1 схематично дано предлагаемое устройство; на фиг. 2 - узел I на фиг. 1; па фиг. 3 - разрез А-А на фиг. 2.
Устройство содержит призматические планки 1 с каиавками 2 на рабочих поверхностях,
глубина и ширина которых равны наименьшей высоте калибра, образованного валками 3 н 4. В понеречном сечении канавки могут иметь клиновидиую форму.
Нланки коитактируют с торцовыми поверхкостями валков и крепятся к стаптше болтамн 5. Прп этом канавки 2, обращенные к валкам 3, 4, располагаются на уровне зазора между ними вдоль оси прокаткн 6. Д.тя облегчения выхода металла прокатки б из плаиок 1, направляющие канавки 2 могут быть выиолиеиы переменпой глубины, увеличивающейся от места контакта ирокатки 6 с нлапками 1 до плоскости, проходящей через оси рабочих валков 3, 4, и выходящими на торец 7 плаиок 1
со стороны выхода прокатки 6 из валков 3, 4.
Устройство работает следующим образом.
Предварительно нагретую полосу подают во
вращающиеся валки 3, 4 и осуществляют ее
прокатку. Металл полосы, благодаря пластпческой деформации, заполняет направляющпе
канавки 2 планок 1 и перемещается по ним до выхода на торец 7 планок 1.
Он в этом сечении уже полностью выведен из соприкосновения с рабочими валками 3, 4, чем исключается возможность окова рабочих валков 3, 4 прокаткой 6 переменного сечения.
Таким образом, предлагаемое устройство осуш,ествляет съем с валков прокатки переменного сечения без бокового заусенца и благодаря простоте конструкцни удобпо в работе.
Формула изобретения
Устройство для продольной периодической прокатки полос, содержащее установленные в параллельных осях станины два валка, образующие калибр переменной высоты, и размен;енные вдоль оси прокатки две призматические планки с рабочими поверхностями, контактирующими с торцовыми поверхностями валков, отличающееся тем, что, с целью новышения надежности работы путем исключения возможности окова валков, рабочие поверхности планок выполнены с канавками, направленными вдоль оси прокатки, симметричными плоскости, проходящей через ось прокатки параллельно осям валков, причем щирина и глубина канавок равны наименьшей высоте калибра.
Источники информации, принятые во Бннмание при экспертизе
1.Смирнов В. С. и др. Продольная периодическая прокатка, М., «Машгиз, 1961, с. 80.
2.Авторское свидетельство СССР №336068, кл. В 21Н 9/00, 1972.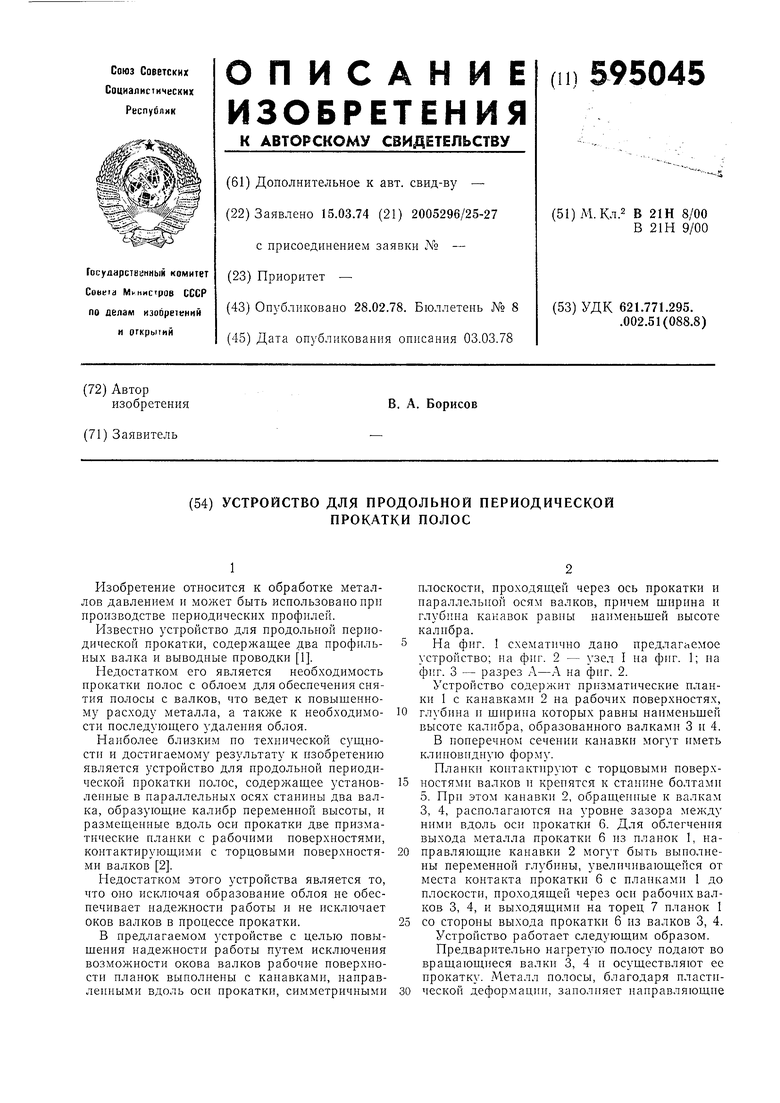
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки профилейпЕРЕМЕННОгО СЕчЕНия | 1978 |
|
SU821009A1 |
| Способ прокатки профилей | 1989 |
|
SU1750826A1 |
| Бич молотильного барабана (его варианты) | 1984 |
|
SU1609463A1 |
| Прокатный валок | 1985 |
|
SU1337179A1 |
| Способ получения цилиндрических заготовок и устройство для его осуществления | 1984 |
|
SU1256839A1 |
| Устройство для прокатки профилей переменного сечения | 1981 |
|
SU1017419A1 |
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
| Калибр для продольной прокатки труб | 1980 |
|
SU899173A1 |
| Способ изготовления лопатки компрессора | 1978 |
|
SU759188A1 |
| Прокатный валок | 1981 |
|
SU986527A1 |
I
Фиг.2
Фиг.1
Фиг.З
