(54) РОЛИК УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ
МЕТАЛЛОВ
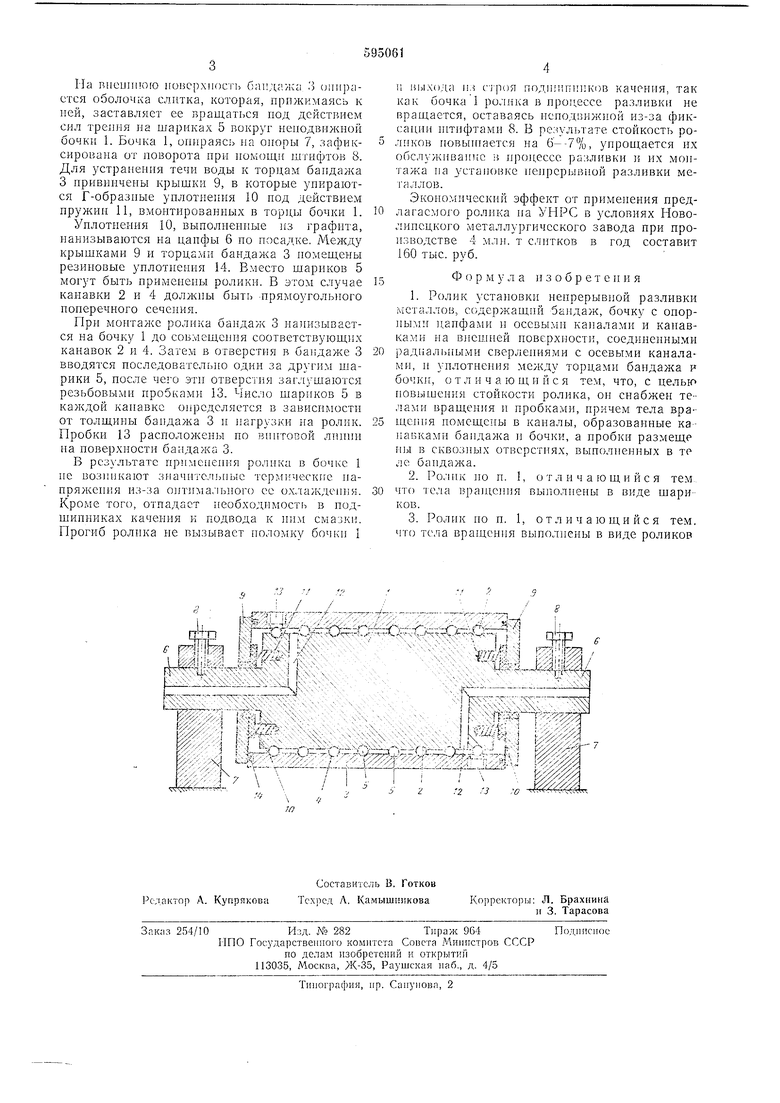
Иа вкеишюю i oi5CpxiiocTi бшдажу /; oini)aстся оболочка слитка, которая, прижимаясь к ней, заставляет ее гфащаться под действием сил трепия па шариках 5 вокруг иеиодвижпой бочки 1. Бочка 1, опираясь па опоры 7, зафикеировапа от поворота при помоици игтифтов 8. Для устрапеиия течп воды к торцам баидажа 3 привппчепы крышки 9, в которые упираются Г-образиые уплотнения 10 иод действием оружии И, вмоитпроваппых в торцы бочки 1.
Уплотнения 10, выполнеппые пз графпта, панизываются па цапфы 6 по посадке. Между крышками 9 и торцами бандажа 3 иомепхены резиновые уплотнения 14. Вместо шариков 5 могут быть примепепы ролики. В этом случае канавки 2 п 4 должпы быть прямоугольпого поперечного сечения.
При монтаже ролика баидаж 3 иаиизывается па бочку 1 до соБмеш.еппя соответствующих капавок 2 п 4. Затем в отверстия в бандаже 3 вводятся последовательно один за другим шарики 5, после чего эти отверстия заглушаются резьбовыми пробками 13. Число шарнков 5 в каждой каиавке определяется в зависпмостп от толш,ипы баидажа 3 и нагрузки на ролик. Пробки 13 расположены по винтовой линии иа поверхиости бандажа 3.
В результате применения ролнка в бочке 1 не возникают значител.ьные термические папряжепия пз-за онтима.тьного ее охлажденпя. Кроме того, отпадает необходнмоеть в подшипннках качения и подвода к ннм смазки. Прогиб ролика не вызывает поломку бочки I
и выхода из строя поди 1 пиик1)в качения, так как бочка 1 ро.:1ика в процессе разливки не враш,аетея, оетаваясь иепод1зижной из-за фиксации штифтами 8. В результате стойкость роликов повышается на 6--7%, упроп,ается пх обслуживание в процессе разливки и пх моптажа на стаповке непрерывной разливки металлов. Экономический эффект от применения предлагасмого ролпка на УПРС в условиях НовооЧииецкого металлургического завода при производстве 4 мли. т слитков в год составит 160 тыс. руб.
Ф о р м } л а и 3 о б р е т е п п я
1.Ролик устаповки пепрерывиой разливки металлов, содержащий баидаж, бочку с опорными цапфами п осевыми каналами и канавками иа внешпей новсрхпости, соедипеппымп
радиальными сверлеииями с осевыми каналами, и уплотнепия между торцами бандажа F бочки, о т л и ч а ю щ и и е я тем, что, с целью повышения стойкости ролпка, оп снабжен теламн вращения н нробками, иричем тела вращег.ья иомещены в каналы, образованные канавками ба1чдажа п бочки, а пробки размеще И1Я в сквозных отверетиях, выполненных в те ле бандажа.
2.Ро;1пк по п. 1, отличающийся тем что тела врап1епия выиолиепы в виде шариков.
3.Ролик ио н. 1, отличающийся тем. что тела вращения выполиены в виде роликов
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU618181A1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| ПНЕВМАТИЧЕСКАЯ ШИНАМТЕИТШ-ТЕдШНЕОЙДЯБИБЛИОТЕКА | 1972 |
|
SU328555A1 |
| Устройство охлаждения для ролика непрерывного литья | 2020 |
|
RU2770927C1 |
| Способ изготовления ролика | 1981 |
|
SU985089A1 |
| УЗЕЛ РОЛИКА ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2083318C1 |
| Устройство для поддержания слитка установки непрерывной разливки металлов | 1976 |
|
SU596359A1 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2120349C1 |
| Ролик зоны вторичного охлаждения | 1986 |
|
SU1379081A1 |
IV .I . f--j- - -v
СЙПi PX 5-f-;..- ... -..- -X,
rPlh I fiJ/ 1
:::;:
-,
r.
I и L.- .-v . , У
1„--. --.- , j
Ч v- -i-,- , ;
/ - . ; .; .- ;.шщ.
- . -. .
.( I - j
RnP
::; n::n
e -..,(. ,
V f
il . -T U , , f . t
