мает его к бочке Диаметр бандажа больше диаметра бочки в 1,5-2,0 раза. Это диапазон выбран из-за величины (факела, применяемого в настоящее время .в непрерывной разливке форсунок.
Предлагаемое устройство позволяет обеспечить интенсивный теплоотвод от бандажа и бочки, что повьлиает стойкостьна 6-7%. Кроме того, возможна регулировка интенсивности охлаждения устройства, путем изменения расходов воды через форсунки, что невозможно при известных конструкциях роликов. Внешнее охлаждение внутренней поверхности бандажа и внешней .поверхности бочки наиболее эффективно осуществляется распыленной форсунками водой, так как в зтом случае обеспечиваются высокие значения коэффициентов теплоотдачи. . . .
Экономический эффект от применения устройства в условиях Новолипецкого
металлургического завода при производстве 4 млн т. слитков в год составит 60 тыс.рублей.
Формула изобретения
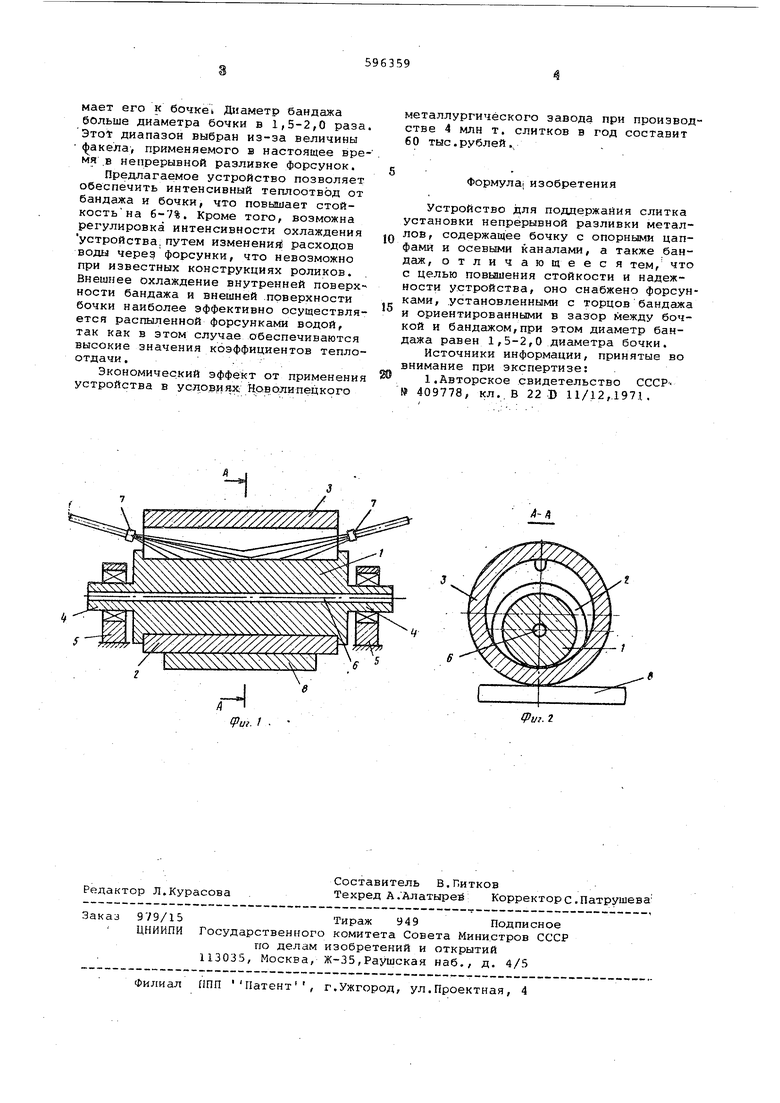
Устройство для поддержания слитка установки непрерывной разливки металлов, содержащее бочку с опорными цапфами и осевыми каналами, а также бандаж, отличающееся тем, что с целью повышения стойкости и надежности устройства, оно снабжено форсунками, .установленными с торцов бандажа и ориентированнЕлми в зазор между бочкой и бандажом,при этом диаметр бандажа равен 1,5-2,0 диаметра бочки.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР 409778, КЛ..В 22 D 11/12,.197.1 .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поддержания и охлаждения слитка в установке непрерывной разливки металлов | 1988 |
|
SU1524963A1 |
| Устройство охлаждения для ролика непрерывного литья | 2020 |
|
RU2770927C1 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU618181A1 |
| Способ автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1284655A1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033299C1 |
(риг. I .
