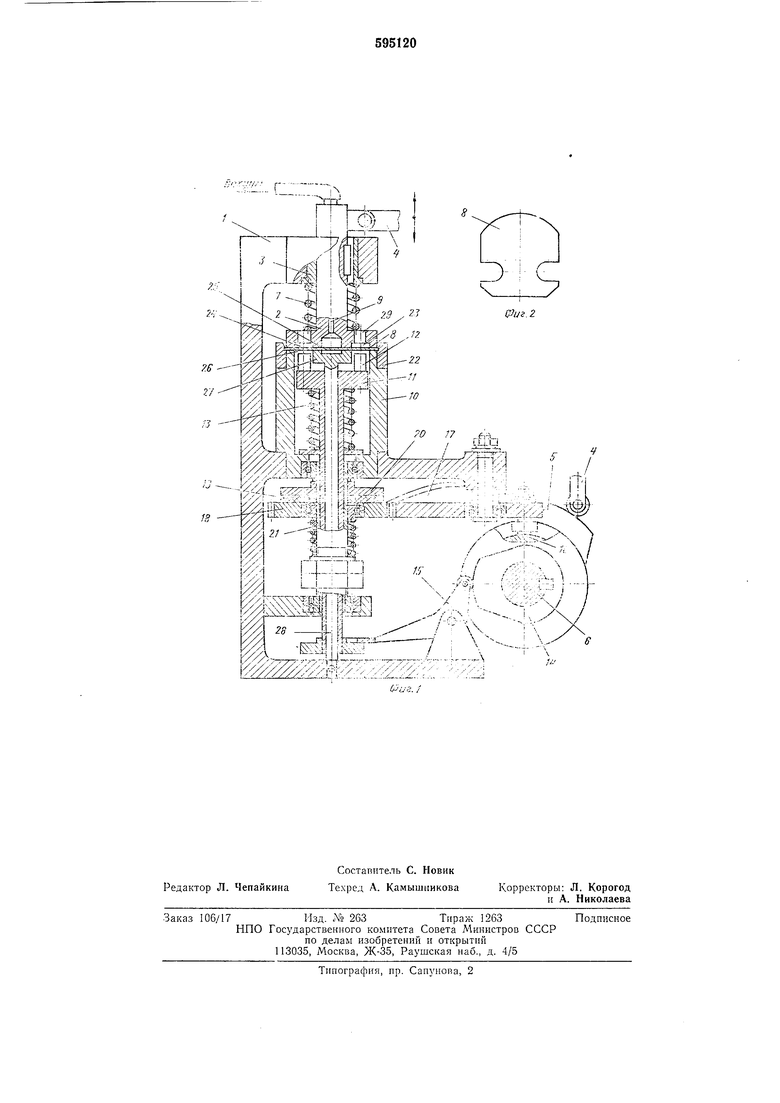
рабочей головке 10 имеется центратор 22 для обеспечения соосности головок 2 и 10 и удержания ориентируемой детали 8 при стыковке головок. Рабочая головка 2 выполнена с фланцем, иа торце которого имеется кольцевая ггроточка 23, бла1ода)я которой вся оиорная 11оверх)К)ст1 i-o;ioiiKii 2 для ориентируемых деT;i.j4ii колучпстся в виде кольцевых иоверхностей 21 и 25, которым соответствуют кольцевые иоверхности 26 на головке 10 и поверхиость 27 иа штоке 28, расноложенном внутри шиинделя 11, соосно ему и закрепленном в нижней части корпуса 1.
По торцу фланца рабочей толовки 2 выполнены направляющие отверстия 29 под ловители 12, которые обеспечивают фиксацию деталей 8 в ориентировацном положении. Кольцевые новерхности 24 и 25 лежат в одной плоскости, а поверхности 26 и 27 также расположены в одной плоскости, что обеспечивает, с одной стороны, надежный зажим деталей 8 - тонких дисков - практически по всей их поверхности, а с другой стороны, - за счет под фужиненности головки 2 достигается искусственное нритормаживалие детали 8, необходимое в начальный момент для ее удержания при вращении шпинделя И и скольжения ловителей но поверхности этой детали. В последующий момент после западания ловителей в отверстия детали 8 осуществляется принудительный разворот ее в требуемое положение и удержание в этом положении (фиксирование).
Устройство работает следующим образом.
Ориентируемая деталь 8 подается при помощи головки 2 и вакуумной присоски с отверстием 9 в центратор 22 головки 10. Центратор 22 обеспечивает соосность всех элементов конструкции устройства и ориентируемой детали 8. Благодаря пружине 7 осуществляется зажим детали 8 между кольцевыми поверхностями 24 и 25, с одной стороны, и 26 и 27, с другой, и ориентируемая деталь 8, имеющая малую толщину, обретает необходимую жесткость и притормаживается. После этого вакуум отключается. В этот момент рычаг 15 освобождает шпиндель 11, который под действием 13 поднимается вверх до упора ловителями 12 в поверхность детали 8. Дальнейщим вращением вала 6 через кулачок 16, зубчатый сектор 17 и далее через шестерню 18
и диски 19 и 20 фрикционного механизма шпиндель И начинает поворачиваться. Во время поворота шпинделя И опорные поверхности ловителей 12 скользят по поверхности ориентируемой детали 8 до момента их совмещения с отверстиями в детали 8. После этого ловители 12 под действием пружины западают в отверстия детали 8 и разворачивают ее при первом обороте. При вращении в обратную сторону ловители западают в направляющие отверстия 29 головки 2, чем обеспечивается окончательное точное фиксирование детали 8 в ориентированном положении. Проходу ловителей и их свободному размещению и повороту способствует кольцевая проточка 23 в головке 2.
По окончании ориентирования и фиксирования щпиидель И опускается вниз, и ловители выходят из отверстий детали 8. Деталь остается в зажатом положении, что устраняет ее сдвиг в момент включения вакуума. Затем включается вакуум и сориентированная деталь 8 передается для дальнейщих операций.
Формула изобретения
1.Устройство для ориентации деталей, преимущественно дисков с отверстиями, в корпусе которого расположены соосные рабочие головки и шпиндель с ловителями, подпружиненный относительно одной из них, отличающееся тем, что, с целью повышения надежности ориентации деталей, одна из головок подпружинена относительно корпуса и выполнена в виде фланца с отверстиями под ловители, шпиндель выполнен полым, расположен коаксиально к второй головке, а внутри него таклсе коаксиально установлен шток с фланцем.
2.Устройство по п. 1, отличающееся тем, что на торце фланца рабочей головки выполнена кольцевая проточка, внутренний диаметр которой соответствует диаметру фланца штока.
Псточники информации, принятые во внимание при экспертизе 1. Лебедовский М. С. и Федотов А. И. Автоматизация сборочных работ, «Лениздат, 1970, с. 273-278, р. 102.
ШтЛш I ЙШ:ШЖ- Р : ii;ii ;-bЕ ;; .
7/
Г Т -i Ш - I/ i i--i-bi
K/:/t -T fft Пг ал
TXj 1 1 r .
.. Л|| ,,
4i
2S
%x -;:fiJ4ee:;.,..,J .2:;:2iM;;::
/
7 /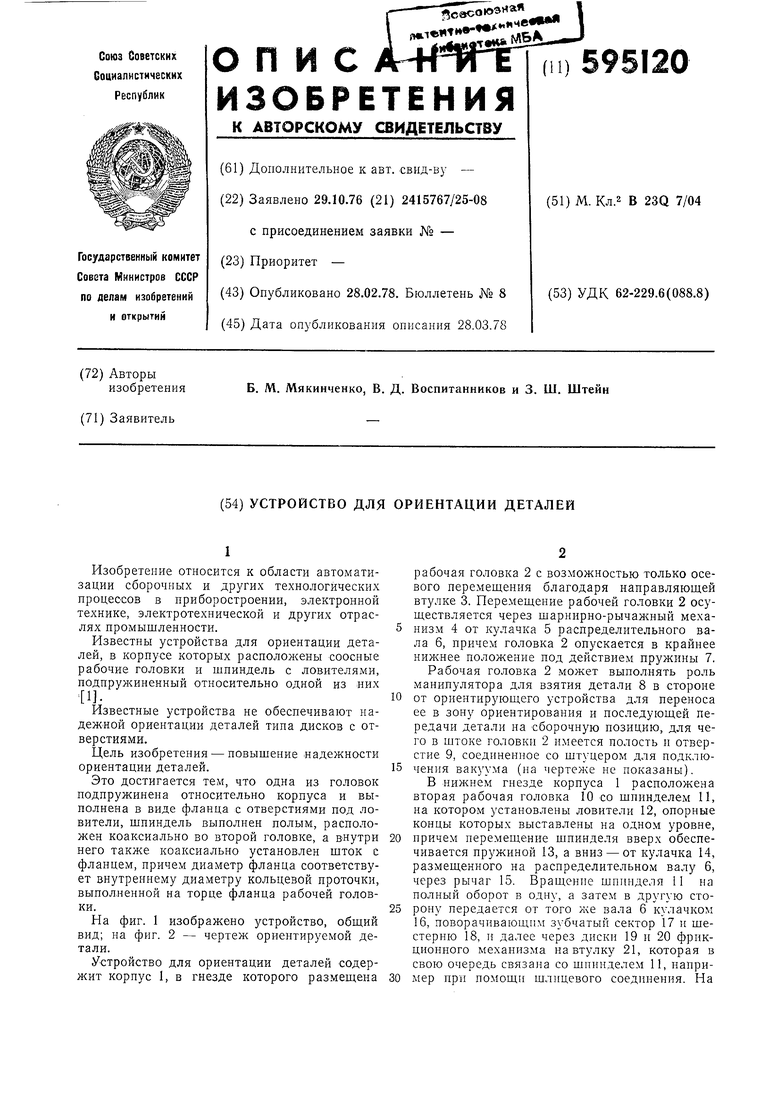
| название | год | авторы | номер документа |
|---|---|---|---|
| ОРИЕНТИРУЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU368982A1 |
| Устройство для ориентации цилиндрических деталей | 1984 |
|
SU1259525A1 |
| Станок для зенкерования наклонноРАСпОлОжЕННыХ ОТВЕРСТий | 1979 |
|
SU829350A1 |
| Устройство группового ориентирования деталей | 1977 |
|
SU765907A1 |
| Роторный автомат питания | 1982 |
|
SU1093471A2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ ПРИ СБОРКЕ | 1996 |
|
RU2108217C1 |
| Устройство для ориентирования при сборке детали типа втулки с боковым отверстием | 1980 |
|
SU946879A2 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВКИ ФЛАНЦЕВ НА ЦИЛИНДРИЧЕСКИЕ КОРПУСА КОНДЕНСАТОРОВ | 1972 |
|
SU347822A1 |
| ВЫРАВНИВАЮЩЕЕ УСТРОЙСТВО К КЛЕПАЛЬНЫМ ПРИСПОСОБЛЕНИЯМ | 1992 |
|
RU2035255C1 |
| РАБОЧАЯ ГОЛОВКА СТАЦИОНАРНОГО УСТРОЙСТВА ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1971 |
|
SU291775A1 |