1
Изобретение относится к области техиологин ремонта запорной арматуры и может быть использовано при притирке седла клиновой задвнжки без демонтажа ее из трубопровода, в частности при ремонте ядерных реакторов.
Известны устройства для обработки седла клиновой задвижки, содержаш,ие корпус с установленным в нем инструментом и механизм крепления устройства на обрабатываемой детали с помощью шпонок 1.
Недостатком этих устройств является нежесткое закренление корпуса на обрабатываемой детали из-за наличия зазоров между шнонками и пазами, а также возможность повреждения унлотнительной поверхности прн вертикальном перемещении поднружнненного инструмента после обработки.
Цель изобретепия - повысить качество обрабатываемой поверхности.
Поставленная цель достигается тем, что механизм крепления выполнен в виде реек, связанных с винтом, установленным с возмо :чностью осевых перемещений nocpezicrsoM размещенной в корпусе гайки, и находящихся в заценлении с зубчатыми колесами, закрепленными па валах с эксцентриковыми шейками, на которых установлены шпонки.
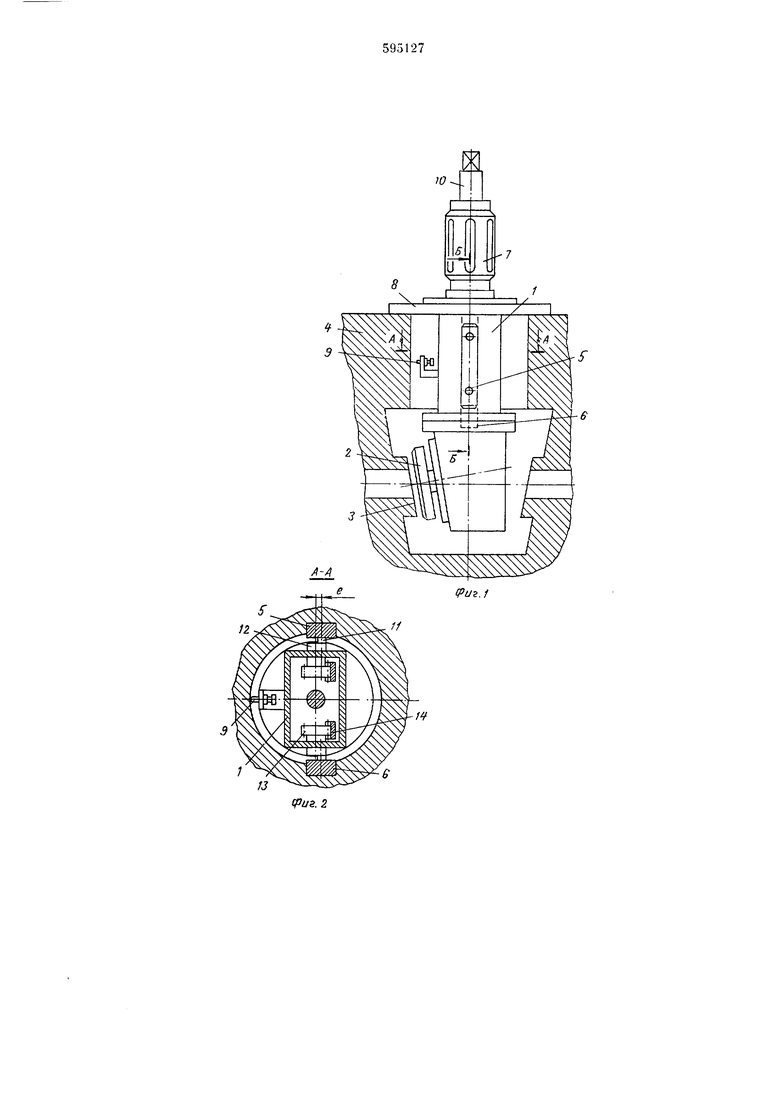
Иа фиг. 1 изображено устройство в нерабочем положении, общий вид; иа фиг. 2 -
разрез ио А-А на фиг. 1 в рабочем положении; на фиг. 3 - разрез но В-В на фиг. 1.
стройство содержит корнус 1, в котором установлен вращающ1п1ся инструмент, например притир 2, для обработки седла 3 клиновой задвпжки. Для закрепления стройства в корпусе 4 задвижки опо спабжено нриспособлепием с двумя шномкам); 5, входящими в пазы 6 корпуса задвижки, и raiiKoii 7, кинематически связанной со шнонкамп. Корпус устройства содержит опорный фланец 8 н регулируемый уиор 9. Передача движения на иритир осуществляется через вал 10 от какого-либо иривода - ручного или механнческого.
Шпонки 5 установлены на эксцентриках И, выполненных с эксцентрпснтетом «е на валах 12 зубчатых колес 13, сцепленных с рейкамп 14. Рейкп связаны с винтом 15, перемещаемым гайкой 7, уста 1овлснной на онорном фланце устройства.
Устройство работает следующим образом.
Перед установкой устройства в корпус 4 клиновой задвижки вращением гайки 7 устанавливают щпонкн 5 в среднее нижнее положепие, как это показано на фиг. 1 и 3. При этом гайка 7 перемещает винт 15, толкающий зубчатые рейки 14, которые вращают колеса 13, а эксцентрики 11, выполненные иа валах 12 колес, иеремещают шпопки 5. Затем онускают устройство в корнус 4 задвнжкн и
вставляют шпонки 5 в пазы 6 корпуса задвил ки. Направляемое пазами 6 устройство опускается до упора опорного фланца 8 в привалочпую поверхность Kopiivca 4 захтвижки н занимает положение, показанное па фиг. 1. Притир бесиреиятственно минует поверхность седла 3 задвнжки, так как между ним п седлом имеется зазор, несколько меньший эксцентриситета «е. Затем жестко крепят устройство в корпусе задвижки, для чего вращают гайку 7, при этом врашаются валы 12, шпонки 5 перемещаются в пазах 6 вверх, корпус 1 устройства за счет эксцентриситета «е перемещается влево, скользя опорным фланцем 8 по привалочной поверхности корпуса 4 задвижкп, а иодпружипеиный притир 2 поджимается к поверхности седла 3.
После контакта упора 9 с корпусом 4 задвижки дальнейшим вращением гайки 7 выбираются люфты в щпоночных пазах 6, и устройство жестко закрепляется в рабочем положеиии, показанном на фиг. 2. К валу 10 присоединяют привод и производят обработку поверхности седла задвижки.
Снятие устройства нропзводят в следующем порядке. Вращают в обратном направлении
гайку 7. При этом корпус 1 устройства перемещается вправо, а притир 2 отходит от седла 3 задвижки, что позволяет беспрепятственно, ПС повреждая обработанной поверхности седла, извлечь устройство из корпуса задвижки.
Формула изобретения
Устройство для обработки седла клиновой задвижки, содержащее кориус с устаповлениым в пем инструментом и механизм креплепия устройства на обрабатываемой детали с помощью шпонок, отличающееся тем, что,
с целью повышения качества обрабатываемой поверхности, механизм креплепия выполнен в виде реек, связапных с винтом, установленным с возможностью осевых перемещепий посредством размещенной в корпусе гайки, и находящихся в зацеплении с зубчатыми колесами, закрепленными на валах с эксцентриковыми шейками, на которых установлены шпонки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №390930. кл. В 24В 47/22, 1970.
Ю
w
m
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| МНОГОДИСКОВАЯ ШЛИФОВАЛЬНАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 2015 |
|
RU2604087C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1995 |
|
RU2106951C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2015 |
|
RU2615100C1 |
| Устройство для притирки уплотнительных поверхностей | 1989 |
|
SU1683984A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ШПИНДЕЛЯ С ПРОКАТНЫМ ВАЛКОМ | 2000 |
|
RU2186644C2 |
| Устройство для обработки уплотнительных поверхностей клиновых задвижек | 1989 |
|
SU1790479A3 |
| ЗАДВИЖКА | 2005 |
|
RU2313024C2 |
| УСТРОЙСТВО для МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1971 |
|
SU312672A1 |