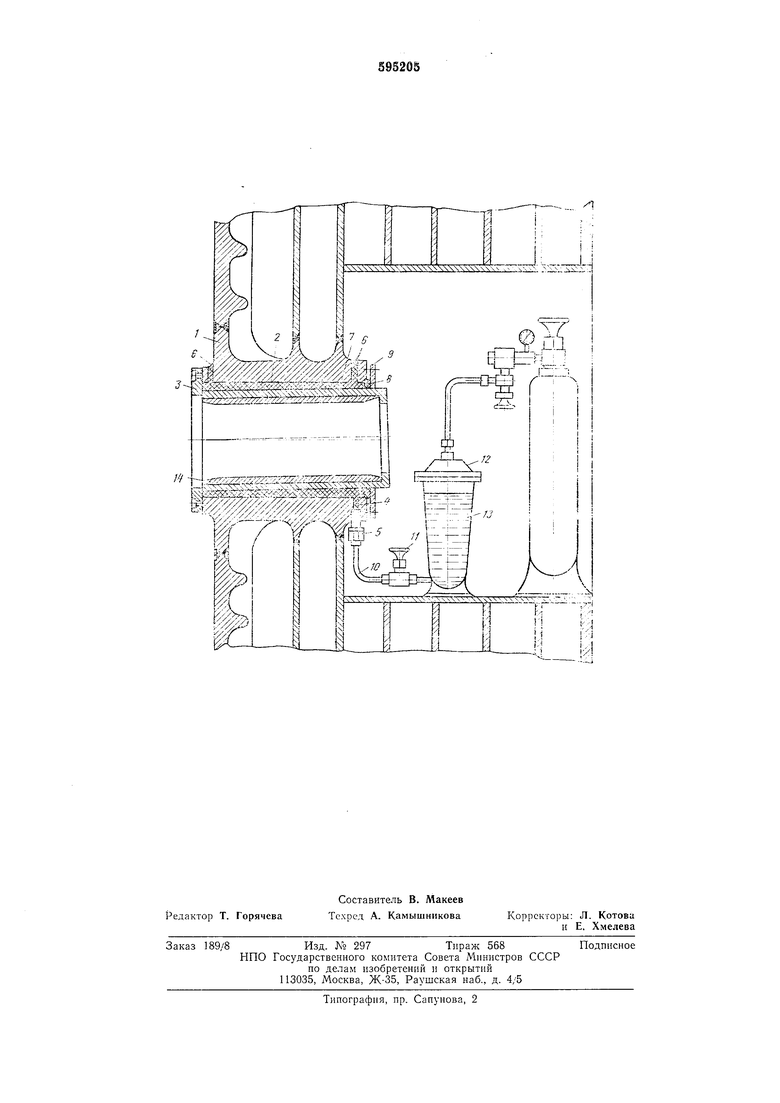
ее заливке временными резиновой н MeiavTjmческой уплотнениями 8 и 9. Далее со штуцером 5, установленным на яблоке ахтерштевня, соединяетея трубопроводом 10, клапан И н пресс 12. В полость пресса заливается пластмасса 13 п прпнудителы-ю подаете;: в монтажпый кольцевой зазор до полного заполнения заливаемого пространства. Затем отверстия для выпоров глушатся пробками п создается давление на пластмассу с помощью пресса 12, при этом клапан 11 закрывается и пластмасса тюд давлеппем отверждается.
Использование предлагаемого способа позволяет отверстия в яблоке ахтерштевня для установки дейдвудиой трубы растачивать окончательно в цехе; обработку дейдвудной трубы по наружной поверхности производить пезависимо от обработки отверстия в яблоке ахтерштевня для установки дейдвудно; трубы; отказаться от расточки отверстия в яблоке ахтерштевня на судне; отказаться от приобретения дорогостояп его переносного pacTOMiioio стапка, коэффициент использования которого вееьма мал; отказаться от запрессовкп дейдвудной трубы в отверстие яблока ахтерипевия на судне; снизить чистоту п точность обработки отверстия в яблоке ахтерштевия п наружной поверхности дейдвудной трубы; контролировать прилегание гребного вала к дейдвудиому нодшипнпку ирн монтаже дейдвудпого устройства и его эксплуатации; повысить надежность и длительность эксплуатации дейдвудиого устройства; снизить длительность а трудоемкость изготовления и монтажа дейдвудного устройства.
Фор м у л а li 3 о б р е т е н и я
1. Способ моптажа дейдвудного устройства, на судне, включающий предварительную сборку дсйдв -дной трубы с дейдвудным подщипНИКОМ, расточку отверетия яблока ахтерштевня в цехе с монтажным зазором, установку
дейдвудпого устройства и заливку зазора затвсрдеваюотим материалом, о т л и ч а ю щ и йся тем, что, с пслью повышения длительности эксплуатации дейдзуд ого устройства, дейдвудиую трубу устанавливают в отверстие яблока ахтерштевия но упругой линии валоировода.
2. Способ по п. 1, отличающийея тем, что зазор между отверстием яблока ахтерштевня и дейдвудной трубой заливают малоусадочной нластмассой холодного отверждения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССРЛ9 107037
к;г. В 63И 23/34, 1955.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки дейдвудной трубы | 1958 |
|
SU118726A1 |
| Способ монтажа дейдвудного устройства | 1982 |
|
SU1224213A1 |
| Дейдвудное устройство | 1977 |
|
SU673537A1 |
| СПОСОБ МОНТАЖА ДЕЙДВУДНОГО УСТРОЙСТВА И АХТЕРШТЕВНЯ | 1972 |
|
SU346177A1 |
| Дейдвудное устройство судна | 1983 |
|
SU1118583A1 |
| Способ монтажа валопровода судна и устройство для осуществления этого способа | 1953 |
|
SU101531A1 |
| Дейдвудное устройство | 1982 |
|
SU1041416A1 |
| Способ монтажа дейдвудного устройства судна | 1976 |
|
SU680945A2 |
| Дейдвудное устройство | 1978 |
|
SU839856A1 |
| Дейдвудное устройство | 1982 |
|
SU1144940A1 |