1
Изобретение относится к смазочным составам, применяемым при резьбоформованни с исследующим гальваническим напесеиием защитного покрытия на резьбу и предназначено для использования нри выполнении резьбоформовочных работ в мащиностронтельной промышленности.
Для выполнения отверстий с внутренней резьбой в тонкостенных металлических деталях используют способ пластической деформации выдавливающими метчиками (раскатниками), обеспечивающими высокую точность и чистоту резьбовых поверхностей. При этом одним из основных условий получения высококачественных резьбовых поверхностей и износоустойчивости инструмента является ирнменение смазочно-охлаждающих составов, которые обеспечивают снижение температуры резания и трения зубьев резьбового инструмента, что снижает крутящий момент и износ резьбового инструмента.
Па операциях резьбоформования нрименяют водомасляные эмульсин, нефтяные и растительные масла с добавлением различных присадок, сульфофрезол, жнрные кислоты 1. Однако известные смазки при скоростях резания углеродистой стали свыше 0,1 м/сек под воздействием возникающей в зоне резания высокой температуры (220-250°С), разлагаются, теряя при этом смазочные свойства.
Более стойкими с газками являются смазкн па основе жидких жиров. Однако пр) обработке деталей с последующей гальванизацией возрастает трудоемкость и себестоимость обработки в связн со сложностью их обезЛСирнвания.
Кроме того, в процессе выдавливания резьбы в углеродистых сталях со скоростью более 0,1 м/сек применение существующих смазочно-охлаждающих жидкостей не предотвращает образования на метчике нароста (налипание обрабатываемого материала на ннструмент), а также снижает стойкость выдавливающих метчиков.
Известна технологическая смазка 2, применяемая прп резьбоформированин выдавливающими метчиками, в состав которой входят, вес. % :
Олеиновая кислота70
Стеарин17
Сера13
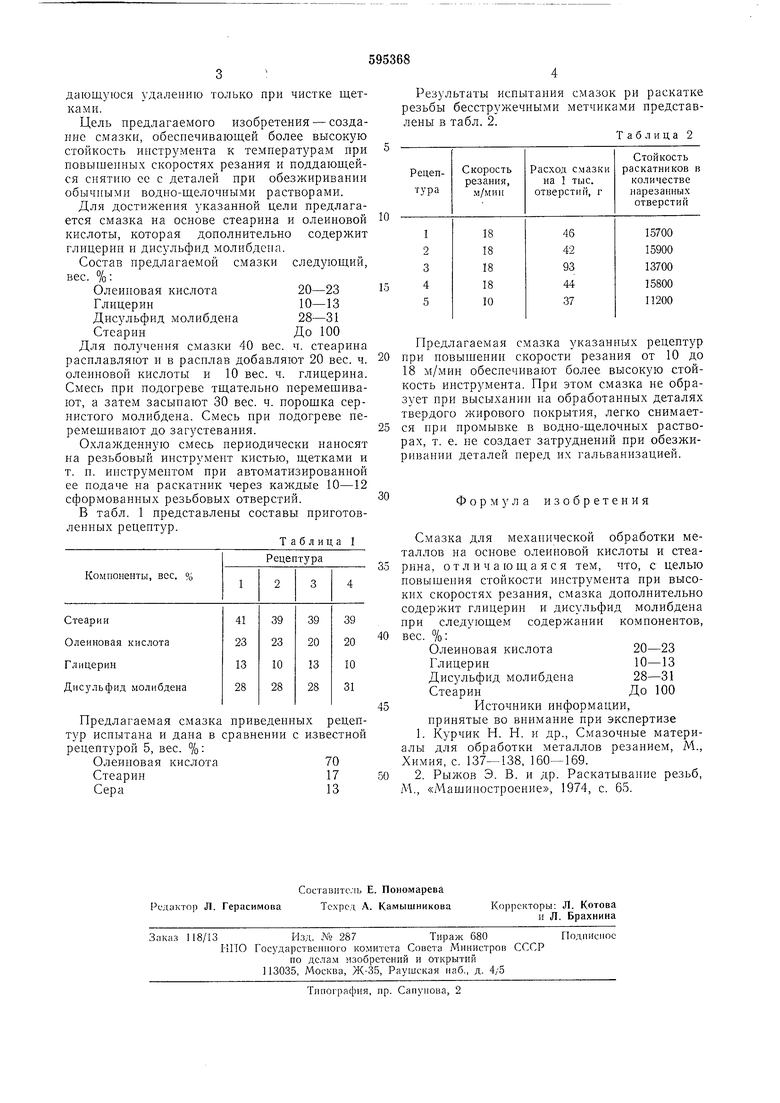
Однако примененне известной смазки не обеснечивает требуемой стойкостн режущего инструмента. Кроме того, детали, обработан 1ые с прнменением этой смазкп, нлохо обезжириваются, так как при высыхании олеиновая кислота, входящая в состав смазк, образует на витках резьбы твердую пленку, поддающуюся удалению только при чистке щетками. Цель предлагаемого изобретения - создание смазки, обеспечивающей более высокую стойкость инструмента к температурам при повышенных скоростях резания и поддающейся снятию ее с деталей при обезжиривании обычными водно-щелочными растворами. Для достижения указанной цели предлагается смазка на основе стеарина и олеииовой кислоты, которая дополнительно содержит глицерин и дисульфид молибдена. Состав предлагаемой смазки следующий, вес. %: Олеиновая кислота20-23 Глицерин10-13 Дисульфид молибдена28-31 СтеаринДо 100 Для получения смазки 40 вес. ч. стеарина расплавляют и в расплав добавляют 20 вес. ч. олеиновой кислоты и 10 вес. ч. глицерииа. Смесь при подогреве тщательио перемещивают, а затем засыпают 30 вес. ч. порощка сернистого молибдена. Смесь при подогреве перемещивают до загустевания. Охлажденную смесь периодически наиосят на резьбовый инструмент кистью, щетками и т. п. инструментом при автоматизированной ее подаче на раскатник через каждые 10-12 сформованных резьбовых отверстий. В табл. 1 представлены составы приготовленных рецептур. Таблица 1 Рецептура Предлагаемая смазка приведенных рецептур испытана и дана в сравнении с известной рецептурой 5, вес. %: Олеиновая кислота70 Стеарин17 Сера13 Результаты испытания смазок ри раскатке резьбы бесстружечными метчиками представлены в табл. 2. Таблица 2 Предлагаемая смазка указанных рецептур при повышении скорости резания от 10 до 18 м/мин обеспечивают более высокую стойкость инструмента. При этом смазка не образует при высыханин на обработанных деталях твердого жирового нокрытия, легко снимается при промывке в водно-щелочных растворах, т. е. не создает затруднений при обезжиривании деталей перед их гальванизацией. Формула изобретения Смазка для механической обработки металлов на основе олеиновой кислоты и стеарина, отличающаяся тем, что, с целью повыщения стойкости инструмента при высоких скоростях резания, смазка дополнительно содержит глицерии и дисульфид молибдена нри следующем содержании компонентов, вес. %: Олеиновая кислота20-23 Глицерин10-13 Дисзльфид молибдена28-31 СтеаринДо 100 Источники информации, принятые во внимание при экспертизе 1. Курчик Н. Н. и др., Смазочные материалы для обработки металлов резанием, М., Химия, с. 137-138, 160-169. 2. Рыжов Э. В. и др. Раскатывание резьб, М., «Мащнностроение, 1974, с. 65.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2012 |
|
RU2509144C1 |
| Смазка для получения резьб пластическим деформированием | 1978 |
|
SU767186A1 |
| Состав для приработки деталей машин | 1978 |
|
SU721464A1 |
| Смазка для механической обработки металлов | 1989 |
|
SU1664819A1 |
| ТВЕРДАЯ СМАЗКА | 2021 |
|
RU2776584C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2009186C1 |
| СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1983 |
|
SU1140460A1 |
| КОНСЕРВАЦИОННО-ТЕХНОЛОГИЧЕСКИЙ СМАЗОЧНЫЙ МАТЕРИАЛ "РОСОЙЛ-710" | 2004 |
|
RU2270234C1 |
| Смазка для резания металлов | 1970 |
|
SU478056A1 |
| Смазка для механической обработки металлов | 1990 |
|
SU1778163A1 |
