3
дуговые вакуумные нагревательные устройства с полым горячим катодом, известные как электронно-плазменные нагреватели.
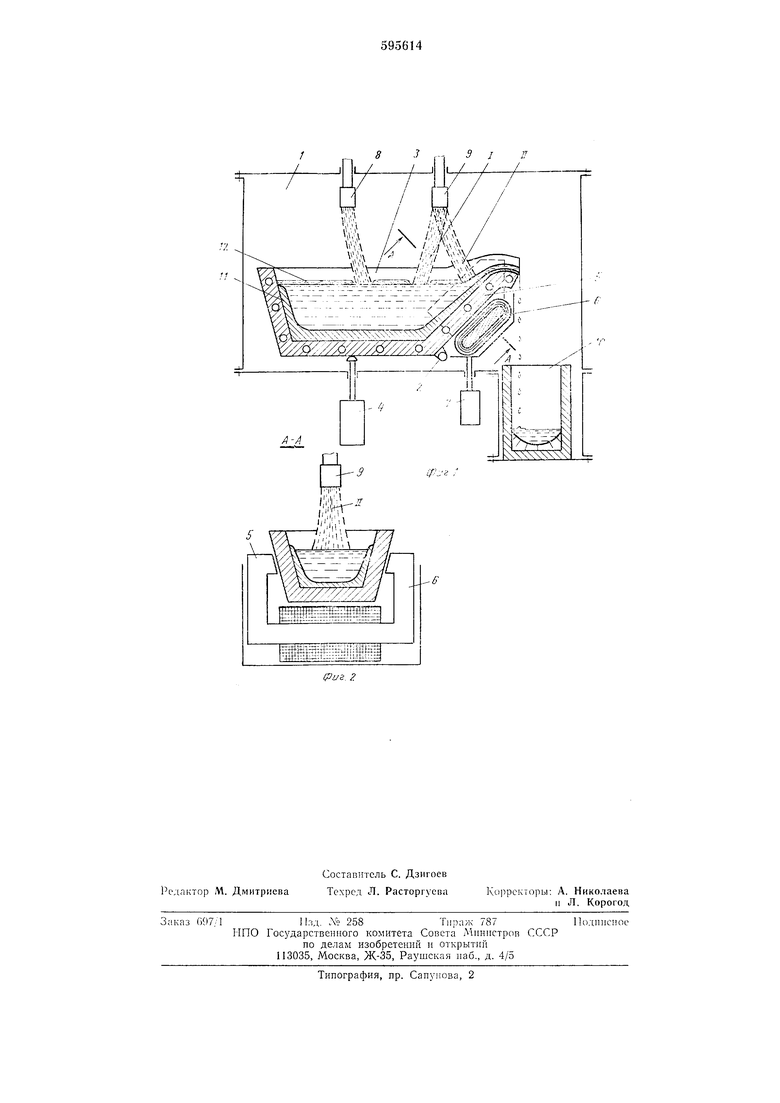
На фиг. 1 изобрал ена предлагаемая электрическая, плавильная печь, вертикальный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Печь содержит герметичную камеру 1 е контролируемой атмосферой, в которой на новоротной осн 2 установлен металлический водоохлаждаемый тигель 3, выполненный, например, из меди. Тигель соединен с механизмом 4 наклона. Сливной носок 5 вместе с тиглем 3 выполнен металлическим водоохлаждаемым, но может быть изготовлен отдельно нз другого электропроводного материала, например графита.
Под сливным носком 5 установлен подковообразный электромагнит 6 постоянного тока, причем его полюса обхватывают канал сливного носка 5 с боковых сторон. Электромагнит 6 соединен с механизмОдМ 7 для его вертикального перемещения.
Над тиглем расположен электродуговой нагреватель 8, а над сливным носком, между электромагнитом 6 и центром тигля 3, - злектродуговой нагреватель 9.
Па дне камеры 1, под сливным носком 5, установлен кристаллизатор 10.
Печь работает следующим образом.
Шнхту, которая при необходимости может включать и щлакообразующие элементы, загружают в тигель 3. Печь герметизируют н вакуумируют. Включают электродуговые нагреватели 8 и 9. При этом дуга нагревателя 9 под действием магнитного поля, создаваемого током дуги нагревателя 8, смещается к центру тнгля 3 в положение I, в результате чего тепло дуги нагревателя 9 расходуется на плавление щихты. По мере образования расплава на стенках тигля 3 образуется гарниссаж 11, а на поверхности расплава появляется слой шлака 12.
После полного расплавления и рафипировання металла включают электромагнит 6, магнитное поле которого, взаимодействуя с электрическим током, проходящим через дугу нагревателя 9 и слой расплава под ней, вызывает отклонение дуги на сливной носок в положение II и, кроме того, появление в расплаве, находящемся на сливном носке 5, объемных электромагнитных сил, направленных вдоль оси сливного носка 5 и заставляющих металл двигаться по нему вверх.
Таким образом, одновременно достигается подогрев расплава на сливном носке 5 и его перемещение по каналу носка 5. Изменяя силу тока, протекающего через электромагнит 6, регулируют скорость лнтья. При этом тигель 3 по мере необходимости можно поворачивать с помощью механизма 4 наклона, но таким образом, чтобы сливной носок 5 оставался
4
расположенным под уклоном вверх, благодаря чему металлический раснлав перемещается под действием электромагнитных сил вверх по сливному носку, в то время как значительно менее электропроводный щлак 12 остается в тигле 3.
Перераспределяя индукцию магнитного поля в зоне дуги и в зоне движения расплава путем вертикального перемещения электромагнита 6 с помощью механизма 7, можно изменять направление горения дуги, добиваясь необходимого сочетания скорости литья и степени перегрева раснлава. Пз тигля 3 металл сливается в кристаллизатор 10.
В предлагаемой электрической плавильной печи за счет точного регулирования скорости литья расширяются возможности улучшения структуры отливок, становится возможной, например, отливка достаточно плотных слитков из титановых сплавов, исключая тем самым необходимость принятого в подобных случаях повторного вакуумного дугового переплава; исключается появление брака, вызванного попаданием шлака в отливку; появляется возможность проводить обработку металла флюсами в результате чего, в частности, содержание кислорода в никелевых жаропрочных сплавах снижается в 2-3 раза.
Ф о ) мула и 3 о б р е т е н и я
1.Электрическая плавильная печь, включающая герметичную камеру, металлический охлаждаемый тигель со сливным носком из электропроводного материала, электродуговые нагреватели, установленные над тиглем и сливным носком, и кристаллизатор, отличающаяся тем, что, с целью повышения качества отливок за счет достижения точного регулирования скорости литья и уменьшения возможности попадания шлака в отливку, печь снабжена установленным под сливным носком
тнгля подковообразным электромагнитом постоянного тока, полюса которого охватывают канал сливного носка с боковых сторон.
2.Электрическая плавильная печь по ц. 1, отличающаяся тем, что электромагнит
снабжен механизмом для его неремещения в вертикальной плоскости.
3.Электрическая плавильная печь по п. 1, отличаюшаяся тем, что в качестве электродуговых нагревателей установлены электродуговые вакуумные нагревательные устройства с полым горячим катодом. Р1сточники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 212289, кл. С 21С 5/56, 1968.
2.Патент США № 3108151, кл. 13-10, 1963.
iii
ь 7л ;; :ч у,
А/..иЛ ,/.-V-,//%r-:: z:rr-7-7/ л
ргЩЩгП тдтд щ
H H-iJ-t---т.-г.г-
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| Установка для литья под давлением тугоплавких сплавов | 1977 |
|
SU740398A1 |
| ПЛАВИЛЬНЫЙ ТИГЕЛЬ | 2001 |
|
RU2194232C2 |
| Устройство для получения металлическихпОРОшКОВ РАСпылЕНиЕМ РАСплАВОВ | 1979 |
|
SU827271A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| Электроннолучевая печь для плавки металла | 1971 |
|
SU337002A1 |
| ПЛАЗМЕННАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ РАДИОАКТИВНЫХ ОТХОДОВ | 1990 |
|
SU1788831A1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |