Изобретение относится к области металлургии, а именно к области плавки и литья тугоплавких реакционных металлов в вакуумных гарнисажных печах преимущественно с плазменным или электронно-лучевым нагревом, и может быть использовано в производстве фасонных отливок, например из титановых сплавов.
Известен тигель для плавки реакционных материалов, имеющий рабочую водоохлаждаемую оболочку (А.Д. Свечанский и др., Электрические промышленные печи, часть вторая, Москва, "Энергия", 1970 г., стр. 209-211).
При сливе расплава через носок тигель поворачивается примерно на 100o. Размеры носка должны обеспечивать по верхней кромке тигля скорость слива в пределах 10-30 кг/с, что необходимо по условиям заполнения литейных форм. Ввиду того, что при сливе металл "настывает" на носок, целесообразно устраивать несколько носков, поворачивая тигель после каждой плавки, чтобы каждый раз использовать чистый сливной носок.
Недостатком известного устройства является сложность и громоздкость механизма поворота тигля, невозможность совмещения операций плавления и слива металла, "настывания" металла при его сливе, что значительно усложняет технологический процесс.
Известна конструкция плавильного тигля с холодным подом в электронной плавильной печи, запатентованной в США в 1965 году фирмой Temescal Metallurgical Corp. (M.Я. Смелянский, Электронные печи, Москва, "Энергия", 1971 г., стр. 34) - прототип. Температурный режим на сливном носке поддерживается электронной пушкой.
Недостатком указанной конструкции является невозможность порционного слива металла, замены и многократного использования гарнисажа при переходе на плавку других марок металла.
Задачей, на решение которой направлено данное изобретение, является повышение возможности гарнисажных печей за счет
- упрощения и повышения надежности операции слива металла,
- совмещения операций плавления и слива металла,
- повышения точности регулирования объема слива металла,
- удобства демонтажа гарнисажа и возможности его многократного использования.
Поставленная задача решается тем, что в предлагаемом тигле сливное устройство выполнено съемным в форме сливного носка из того же металла, что и переплавляемый металл.
Сливное устройство содержит разборные приспособления для его крепления.
Сливное устройство содержит отверстия для его монтажа.
На чертеже показан тигель, состоящий из водоохлаждаемой рабочей оболочки 1, сливного устройства 2, разборные приспособления крепления 3 и монтажные отверстия 4.
Сливное устройство 2 устанавливается на водоохлаждаемой рабочей оболочке 1 с помощью винтовых разборных приспособлений крепления 3. Формирование гарнисажа и плавка происходят в обычном режиме. Сливное устройство, в процессе плавки, нагревается со стороны ванны с помощью плазмотрона или электронно-лучевой пушки. Процесс наполнения и слива расплава регулируется включением или отклонением луча нагревателя. При выключенном нагревателе температура сливного носка становится ниже температуры плавления и происходит "настывание" металла в сливном носке с образованием пробки, которая препятствует вытеканию металла из тигля. При достижении заданного объема расплава включается нагреватель. Происходит расплавление пробки в сливном канале и производится слив необходимого объема расплава, после чего нагревательное устройство выключают. В процессе плавки происходит сваривание гарнисажа со сливным носком. При смене марки металла выплавляемого в печи, сливной носок и гарнисажная ванна легко удаляются из тигля с помощью монтажных отверстий 4 и могут быть использованы многократно.
Предлагаемый плавильный тигель со сменным сливным устройством позволяет
- существенно упростить, а также повысить надежность и точность операции слива металла за счет замены громоздкого механического привода опрокидывания тигля плазменным или электроннолучевым нагревателем;
- повысить производительность печных устройств, совмещая операции плавления и слива металла;
- исключить технологические операции удаления настыли металла со сливных устройств;
- упростить процесс удаления гарнисажа из тигля при смене марок выплавляемого металла, при этом допуская многократное использование гарнисажа с приваренным к нему сливным носком.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2000 |
|
RU2166714C1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2001 |
|
RU2194934C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2005 |
|
RU2288287C2 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД | 1999 |
|
RU2166842C1 |
| УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2089633C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
| ВАКУУМНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ХОЛОДНЫМ ПОДОМ | 2002 |
|
RU2228962C2 |
Изобретение относится к металлургии, а именно к плавке и литью тугоплавких реакционных металлов в гарнисажных печах преимущественно с плазменным или электронно-лучевым нагревом. В предлагаемом тигле сливное устройство выполнено съемным в форме сливного носка из того же металла, что и переплавляемый металл, содержит разборные устройства крепления и отверстия для его монтажа. Температуру сливного носка регулируют плазменным или электронно-лучевым нагревателем. Тигель со сменным сливным устройством позволяет существенно упростить операции слива металла, повысить производительность печных устройств, исключить технологические операции удаления настыли металла со сливных устройств, упростить процесс удаления гарнисажа из тигля, при этом допуская многократное использование гарнисажа. 2 з.п. ф-лы, 1 ил.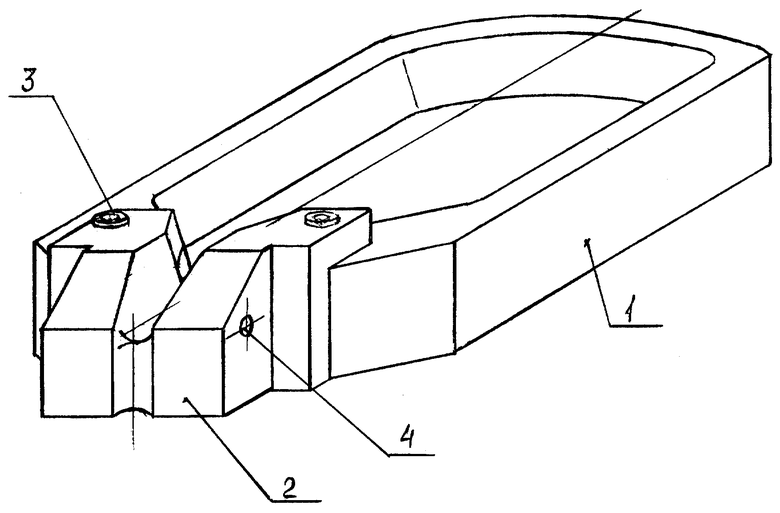
| СМЕЛЯНСКИЙ М.Я | |||
| Электронные печи | |||
| - М.: Энергия, 1971, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| ВАКУУМНО-ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 1993 |
|
RU2037544C1 |
| Устройство для вакуумной дуговой гарниссажной плавки титана и его сплавов | 1971 |
|
SU355873A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОГО ТЕПЛОИЗОЛИРУЮЩЕГО ТИГЛЯ | 1993 |
|
RU2061202C1 |
| DE 3507182 А1, 04.09.1986 | |||
| GB 1032614, 12.11.1964 | |||
| US 3734480, 22.05.1973. | |||

