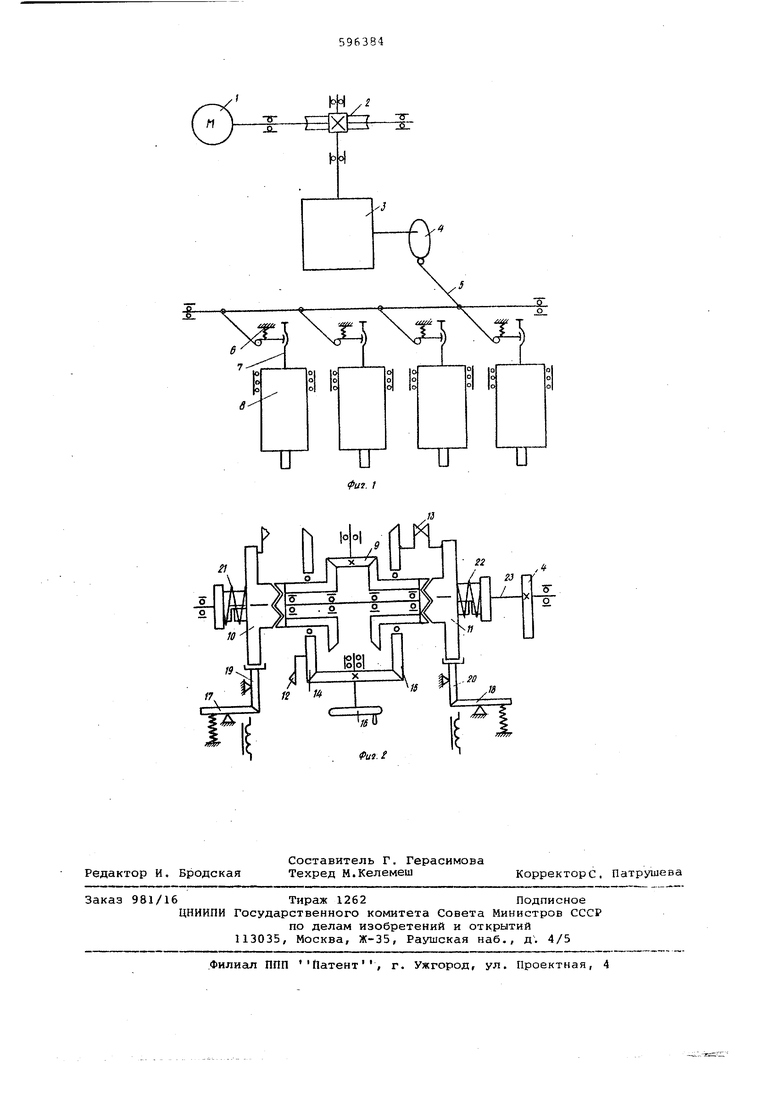
НИИ любойиз старт-стопных муфт, вращение от электродвигателя передается на взл 23 и кулачок 4, что в свою очередь обеспечивает пе ремещение плеч рычажной системы 5 и в конечном итоге шпинделей;8. При включении муфты 10 вал 23 поворачивается по часовой стрелке, при включении муфты 11 этот валповорачивается против часовой стрелки. Для включения старт-стопной муфты 10 необходимо подать импульс напряжения на катушку электромагнита 17. При этом рычаг 19 освобождается, .и пружина 21 включает зубчатую муфту 10, Кулачок 4, сидящий на валу 23, поворачивается по часобой стрелке на некоторый угол Вращение по часовой стрелке продолжается до тех пор, пока упор 12 не выключит муфту 10. При этом большая ось кулачка в нача 1ьном и конечном положениях располагается симметрично относительно вертикал ной оси. Катушка электромагнита 17 питается импульсом напряжения, длительность которого определяется толь ко временем срабатывания муфты. При выключении муфты упором 12, подвижная полумуфта перемещается, поворачивая рычаг 19 так, что якорь отключенного Электромагнита 17 освобождается и своей пружиной доворачивает рычаг 19, обеспечивая, гарантированный зазор между зубьямимуфты, т.е. фиксируя муфту в отключенном положении. Таким образом, при. повороте кулачк в одном направлении шпиндель- перемещается сначала, вниз в. направлении ре ния, а затем вверх.до-исходного поло жения. Изменяя положение упоров 12 и 13, можно регулировать угол поворота кулачка и, следовательно, вел 5чину хода шпинделей. Для настройки величины хода шпинделей необходимо маховичком регулятора 16 повернуть комически щестерни 14 и 15. При найтройкеупорь 12 и 13 поворачиваются симметрично относительно положения, соответствующего минимальному радиусу кулачка. При работе механизма старт-стопныь муфты включаются поочередно: одна в четном, другая - в нечетном цикле. В схеме станка должна быть предусмотрена блокировка, обеспечивающая несовместимость одновременного срабатывания муфт. Использование регулируемых стартстопных муфт .обеспечивает поворот кулачка на необходимую часть оборота, без I изменения передаточного отношения между частотой вращения электродвигателя 1 и скоростью перемещения шпинделей 8 независимо от настроенной величины перемещения шпинделей и позволяет программировать величину по-г дачи на перфоленте. Кроме этого, так как изменение настройки величины хода шпинделей смещает только верхнее исходное положение шпинделей и не влияет на крайнее нижнее полбжение шпинделей, описываемый механизм не требует подрегулировки этого положения при настройке величины перемещения. Таким образом предлагаемый механизм облегчает регулировку величины ходэ шпинделей без необходимости проведения дополнительных регулировок частоты вращения электродвигателя и нижнего положения, шпинделей, .Это обеспечивает, сокращение времени на настройку стан.ка nq сравнению с.прототипом. Формула изобретения Механизм подачи шпинделей многошпиндельного станка, например для сверления плат печатного монтажа, содержащий электродвигатель, редуктор, управляющий кулачок, связанный с рычажной системой, перемещающей шпиндельные головки и устройство для регулирования величины хода, отличающийся тем, что, с целью сокращения времени-на настройку станка, механизм снабжен устройством управления направлением и величиной поворота кулачка, установленным между редуктором и кулачком и состоящим из конического .трензеля и двух .р егулируемых старт-стопных муфт, а кулачок выполнен с- симметричным ;профилем. Источники информации, принятые во внимание при экспертизе: 1. Каталог № 2 фирмы Advaneed Contra., Corporation, станок TrudrcE США, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ПОВОРАЧИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1973 |
|
SU388332A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Станок для правки и резки труб | 1951 |
|
SU99797A1 |
| СССРМ, Кл. G 06k 13/18 G Обе 11/10УДК 681.327.18 (088.8) | 1973 |
|
SU376974A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ПОВОРАЧИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1968 |
|
SU221805A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1971 |
|
SU297161A1 |
| ТОКАРНАЯ СИЛОВАЯ ГОЛОВКАт~—^~"I | 1972 |
|
SU346033A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
Г 1
етг
Фиг
