(54) УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РАСПЛАВЛЕННОГО
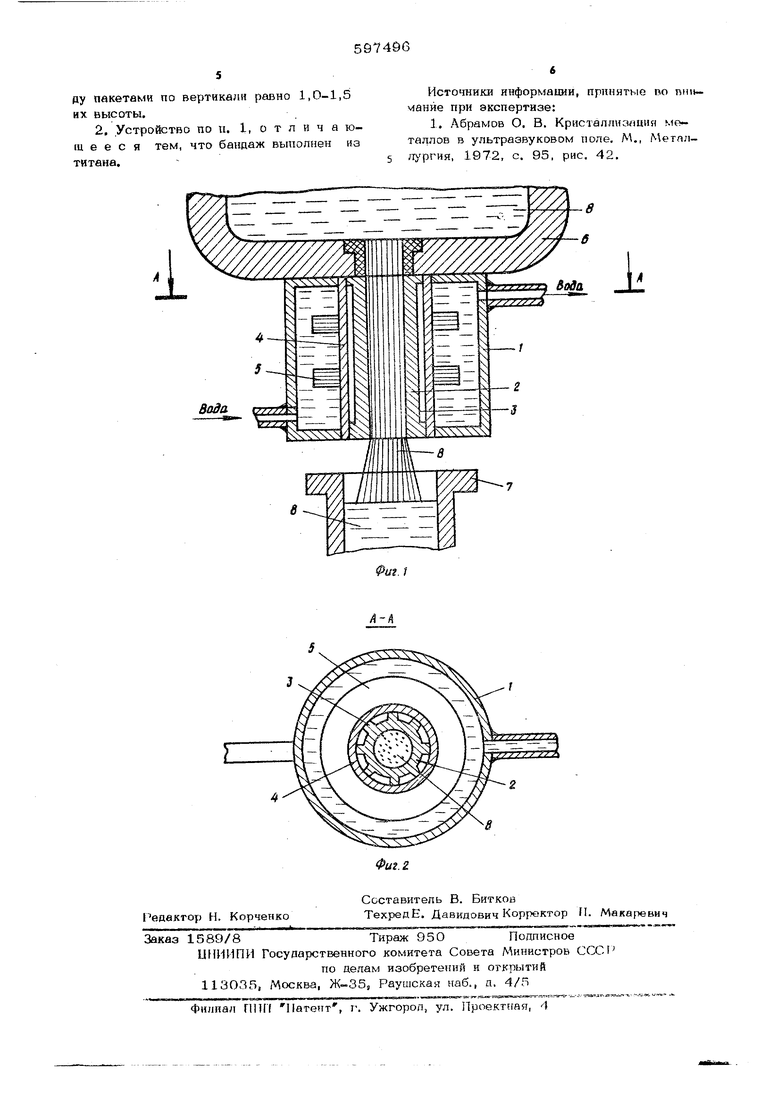
МЕТАЛЛА На фиг. 1 показано описываемое устройство для охлаждения расплавленного металла при непрерьтной разливке, продольный разрез; на фиг. 2 - то же, разреа по А-А на фиг. 1. Устройство для охлаждения расплавленного металла при непрерывной разливке co стоит из металлической коробки 1,.стакан 2 с ребрами 3,. нанизанного на них бандажа 4 и пакетов преобразователей 5, при этом суммарная толщина стенок стакана 2 и бандажа 4 составляет 0,7-1,0 высоты пакета преобразователей 5, а расстояние между преобразователями по вертикали равно 1,,5 той же высоты. Позицией 6 обозначено дно промежуточного ковша; 7 - кристаллизатор; 8 - жидкий, мё.талл. Устройство работает следующим образом. В процессе непрерьтной разливки из промежуточного ковша разливают сталь марки ЗСП в кристаллизатор 7 сечением 280x280 мм, из которого вытягивают слиток со скоростью 0,6 м/мин. Температура жидкого металла в промежуточном ковше 154О°С. На внешней поверхности стакана 2 выполнены ребра 3, образующи каналы для прохода воды, протекающей по металлической коробке 1. На ребра 3 плотно нанизан бандаж 4, на котором укреплены два ультразвуковых преобразователя 5, Преобразователи питаются от ультразвуковых генераторов УЗГ-10, Толщина стенки стакана 2 вместе с высотой ребер 3 24 мм; толщина бандажа 10 мм; высота пакетов преобразователей 5 40 мм. Таким образом, отношение суммы стенок стакана и бандажа к высоте преобразователя 6,85. Расстоя ние между преобразователями по вертикали 1,25 юс высоты или 5О мм. Излучатель выполнен составным; из стакана 2 м бандажа 4. Внутре шяя часть F-алучателя - стакан 2 сделан медным и поэтому он обладает высокой теплопровод ностью и нерастворимостью в стали. Наружная часть излучателя - бандаж 4 изготовлен из титана, вследствие чего он имеет высокий предел текучести. При этих условиях на внутренней поверхности стакана 2 получается актлитуда-смещения до 15-2О мкм. Из-аа высокого предела текучести бандажа 4 не на- рушается в процессе работы акустический контакт с пакетами преобразователей 5. В то. же время напряжения деформации между стаканом и бандажом незначитель ны из-за увеличения плошади контакта, решной наружной поверхности стакана 2, Кроме того, равномерность излучения упругих колебаний повышаетс;я но длине стакана, так как все колебания становятся радиальными или нормальными к внутренней повер.хности стакана, При указанных те.хнологйческих параметрах разливки температура жидкого металла при проходе через устройство понижается на ЗО-35°С. При этом закристаллизовавшаяся на внутренней поверхности стакана 2 корочка разруишется под действием упругих ультразвуковых колебаний и сбрасывается со стенок. Обломки корочки вносятся струей металла в формирующийся слиток и служат дополнительными центрами кристаллизации. Жидкая сталь, поступаюшая в кристаллизатор, не имеет практически перегрева, в результате чего улучшается макроструктура непрерывнолитогс слитка. Толщина стакана 2 и баНдажа 4 выбирается в зависимости от мощности преобразователей и необходимой величины снятия перегрева. Однако их суммарная толщина должна составлять 0,7-1,0 высоты пакета преобразователей, а расстояние между пакетами преобразователей необходимо выдерживать в прейелах 1,0-1,5 той же высоты пакета преобразователей. При этих условиях повышаются коэффициент полезного действия устройства на 15-17%, а также равномерность излучения по высоте стакана на 2О-30%. Экономический эффект от применения предлагаемого устройства в условиях Электростальского металлургического завода при отливке слитков из высоколегированных сталей и сплавов составляет 27 тыс. руб. Формула изобретения Устройство для о.хлаждения расплавленного металла, содержащ ее водоохлаждаемую коробку и соосно установленный в ней медный стакан с ребрами на внешней поверхности и пакетами ультразвуковых преобразователей, отличающееся тем, что, с целью повышения коэффициента полезного действия и равномерности излучения упругих колебаний, оно снабжено бандажом из . .атериала с высоким пределом текучести, например титана, установленным между стаканом и пакетами ультразвуковых преобразователей, при этом суммарная толщина стенок стакана и бандажа составляет 0,7-1,0 высоты пакета, а расстояние между пакетами по вертикали равно 1,0-1,5 их высоты.
2, Устройство по п. 1, о т л и ч а ющ е е с я тем, что бандаж выполнен иа титана.
Источники информации, принятые по пш манйе при экспертизе:
1. Абрамов О, В. Кристаллизация металлов в ультразвуковом ноле. М., Л етпллгургия, 1972, с. 95, рнс. 42,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения расплавлен-НОгО МЕТАллА пРи НЕпРЕРыВНОй РАзлиВКЕ | 1978 |
|
SU850282A1 |
| Устройство для непрерывной разливки металла | 1980 |
|
SU933204A2 |
| Ультразвуковой теплообменник для разливки металла | 1982 |
|
SU1091989A1 |
| Способ разливки металла | 1984 |
|
SU1201047A1 |
| Воронка для разливки металла | 1976 |
|
SU648342A1 |
| Способ непрерывного литья биметаллических слитков и устройство для его осуществления | 1983 |
|
SU1271635A1 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2014944C1 |
| Способ и устройство для непрерывной раазливки металлов | 1981 |
|
SU1015541A1 |
| Промежуточное устройство для непрерывной разливки стали | 1982 |
|
SU1118478A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
