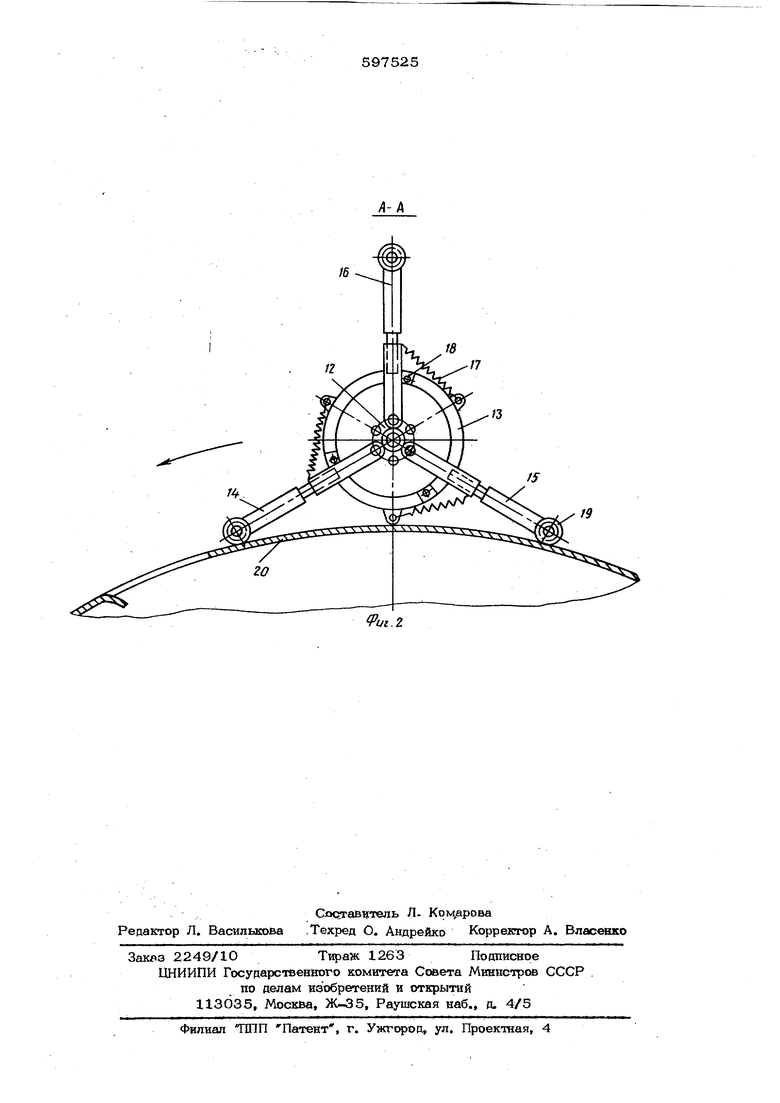
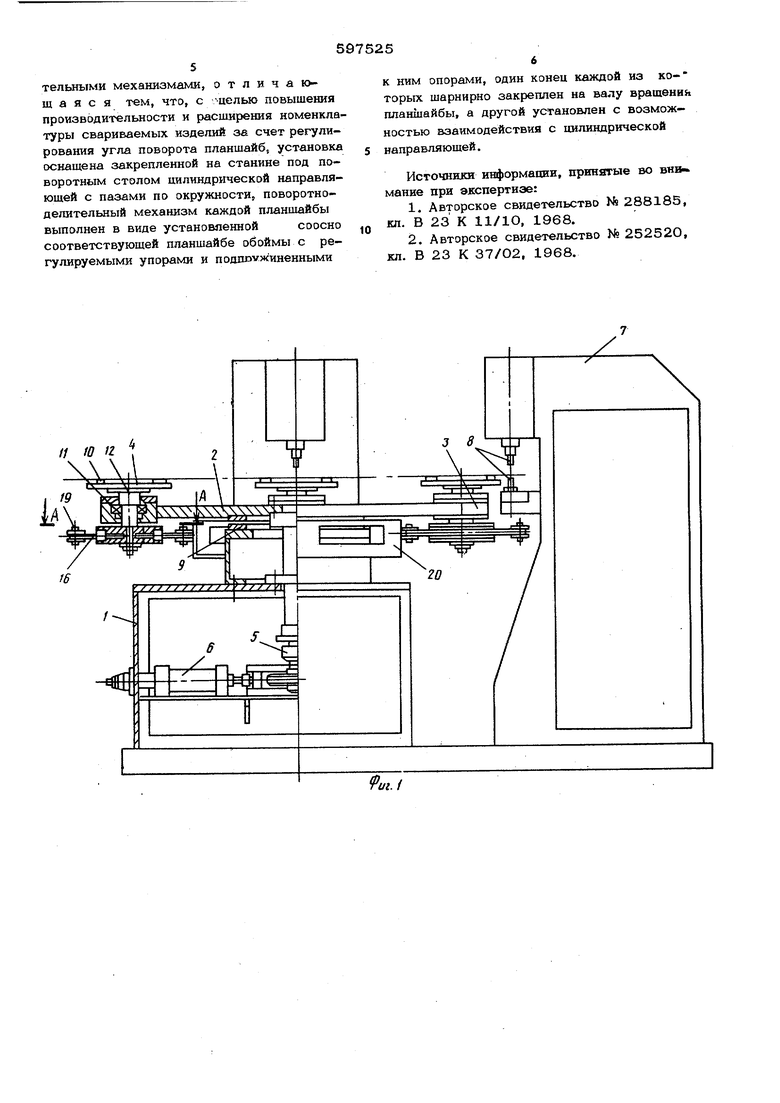
Для этого предлагаемая установка ос нащена закрепленной на сташ1не под поворотным столом цилиндрической направляющей с пазами по окружности, поворотноделительный механизм каждой планшайбы выполнен в виде установленной соосно соответствующей планшайбе обоймы с регулируемыми упорами и подпружиненными к ним опорами, один конец каждой из которых шарнирно закреплен на валу вращения планшайбы, а другой установлен с возможностью взаимодействия с цилиндрической направляющей. На фиг. 1 схематически изображена предлагаемая установка для сборки и сварки; на фиг. 2 - разрез по А-А на фиг. 1. Установка содержит закрепленный на станине 1 поворотный стол 2, поворотно делительные механизмы 3 с поворотными планшайбами 4, механизм 5 периодического вращения поворотного стола 2 с поршневым приводом6 и сварочные головки 7 с верхними и нижними электродами 8. Поворотный стол 2 смонтирован с возможностью поворота вокруг вертикальной оси на подшипнике 9, закрепленном на станине 1. Поворотно-делительный механизм 3 каждой из планшайб 4 с закрепленным на ней сборочно-сварочным приспособлением 1О выполнен в виде установленного в под шипнике 11с возможностью вращения вокруг вертикальной оси вала 12, на нижнем конце которого жестко закреплена обойма 13, в пазу обоймы одним концом щаршфно закреплены опоры 14, 15 и 16, взаимодействующие посредством пружин 17 с упорами 18. На свободных концах опор 15, 14, 16 закреплены с возможностью вращения ролики 19, взаимодействующие с направляющей 2О, закрепленной на станине 1. Работа установки осуществляется следующим образом. Предварительно в зоне загрузки на приспособление 1О планшайбы 4 укладываются свариваемые детали. Каждая из планшайб 4 зафиксирована двумя опорами 14 и 15 относительно направляющей 20 следующим образом: обойма 13с планшайбой v4 проворачивается пружинами 17 до начала взаимодействия упора 18 с опорой 14, При этом пружина 17 опоры 15 остается растянутой, прижимая ролик 19 опоры 14 к направляющей 2О. Перемещени ем упоров 18 в пазу обоймы 13 регулируется положение свариваемого узла относительно сварочных головок 7. 25 Установка включается в автоматический режим работы с пульта управления. Срабатывает поршневой привод 6 и механизм 5 проворачивает поворотный стол 2 на заданный угол, например 90. При этом ролики 19, закрепленные на концах опор 14 и 15, откатываются по направляющей 2О, а планщайба 4 со свариваемым узлом перемещается в зону сварки между верхними и нижними электродами 8 первой сварочной головки 7. Происходит сварка на первой рабочей позиции и одновременно возврат в исходное положение порщневого привода 6 и механизма 5 вращения поворотного стола 2. После окончания сварочного цикла и разжима электродов поворотный стол 2 снова поворачивается на заданный угол и перемещает планшайбу 4 на вторую рабочую позицию между электродами второй сварочной головки 7. Во время перемещения планшайбы 4 ролики 19 опоры 14, обкатываясь по направляющей 20, попадают в паз последней. При этом пружина 17 опоры 15 проворачивает обойму 13 на некоторый угол, обеспечивая зацепление опоры 14 с кромкой паза направляющей 20. При дальней- щем движении поворотного стола 2 за счет зацепления опоры 14 с кромкой паза направляющей 20 происходит поворот планшайбы 4 на заданный угол и фиксация ее относительно направляющей 2О опорами 16 и 14. Изменяр угол установки упоров 18, а также количество и длину опор 14, 15 и 16 регулируют угол поворота планшайбы 4, т. е. место постановки сварочных точек, что расширяет номенклатуру свариваемых изделий. Число опор 14, 15 и 16 и упоров 18 должно быть не менее трех. Использование направляющей с пазами, контактирующей с подпружиненньгми опорами, позволяет совместить операции вращения поворотного стола и поворота на заданный угол поворотной планшайбы, что повышает производительность машины примерно на ЗО%. Формула изобретения Установка для сборки и сварки, преимущественно контактной точечной и рельефной, содержащая размещенные на станине сварочные головки и приводной поворотный стол с установленными по окружности по- воротныму планшайбами с поворотно-делительными механизмами, отличающаяся тем, что, с -целью повышения производительности и расширения номенклатуры свариваемых изделий за счет регулирования угла поворота планшайб, установка оснащена закрепленной на станине под поворотным столом цилиндрической направляющей с пазами по окружности, поворотноделительный механизм каждой планшайбы выполнен в виде установленнойсоосно
соответствующей планшайбе обоймы с регулируемыми упорами и пoдпDvжинeнными
к ним опорами, один конец каждой из которых щарнирно закреплен на валу вращений планшайбы, а другой установлен с возможностью взаимодействия с цилиндрической направляющей.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 288185, кл. В 23 К 11/10, 1968.
2.Авторское свидетельство № 252520, кл. В 23 К 37/02, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки | 1977 |
|
SU740438A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Машина для сварки | 1986 |
|
SU1355425A1 |
| Установка для сборки и сварки | 1982 |
|
SU1117172A1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| Установка для сварки труб в трубных досках | 1986 |
|
SU1412919A1 |
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU126568A1 |
| Поворотный стол для подачи кассет с деталями к роботу | 1989 |
|
SU1792775A1 |
| Машина для контактной рельефной сварки | 1977 |
|
SU722709A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |