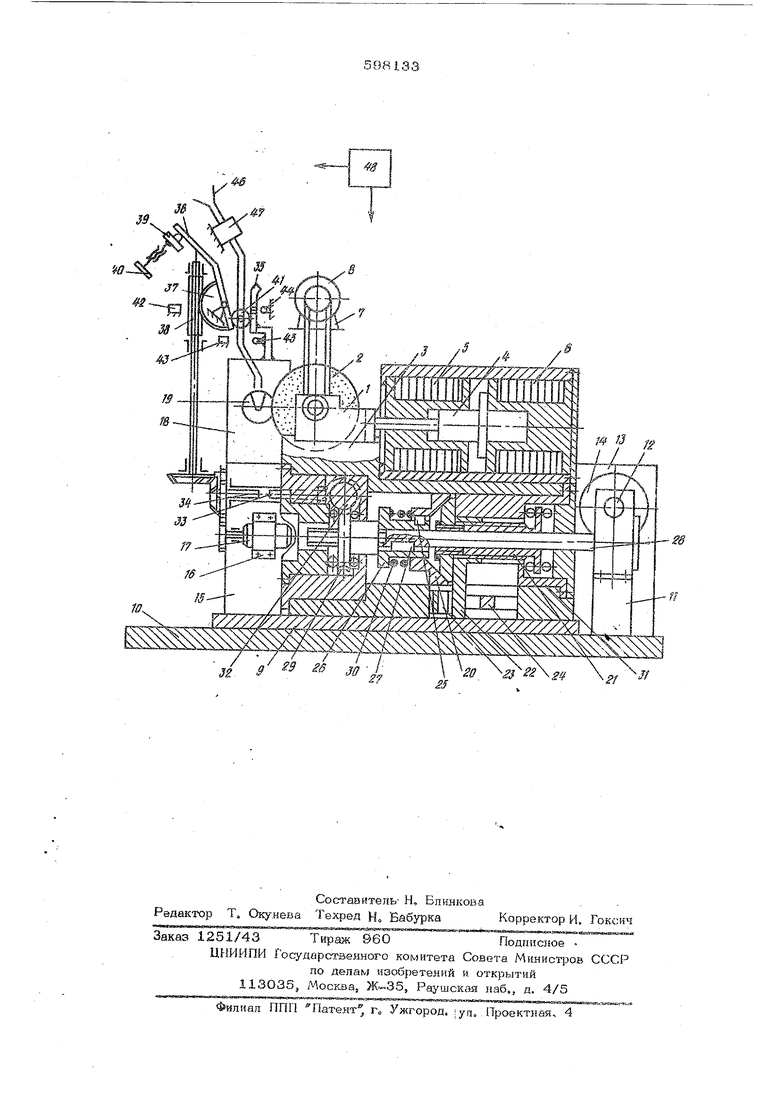
Га и который является одним из кронштейнов поддерживаюшихоснова5{ня 18 сошгшндепя) ми 19. Во внутренней полости салазок 3 смонтирован механизм ко..1Пенсации износа шлифовального круга, состоящий из ведущей и ведомой фрикционных полумуфт 20 и 21 соответственно, гайки 22 с выступом, воздействующим на О-щающий элемент 23, и ре гулируемого упора 24. Попумуфта 2О соединена направляющей шпонкбй 25 с втулкой 26, которая, в свою очередь, имеет подвижное соединение шпонкой 27 с ходовым винтом 28 и распопожена между ходовой гайкой 29, выполненной в виде зубчатого коле.с«, я полумуфтой 20, прижимаемой пружиной ЗО к попумуфте 21, смонтированной на шарякоподщи1шиковой опоре 31 в корпусе са зеж 3. Ходовая гайка 29 зафиксирована в корпусе салазок 3 также шарикоподшипниковой опорой, выполнена в виде зубчатого колеса а соединена с червяком 32, кинематически связанным через зубчатую передй«sy и шлицевые валы 33, 34 с электродвигателем 17 и механизмом замера диаметра корпуса резистора, который выполнен в виде неподвижной направляющей планки 35 и направляющей планки 36, жестко связанной с зубчатым сектором 37 червячной передача в зацеплении с червяком 38. Направляющая яяанка 36 воздействует своим выступом на задающий элемент 39, положение которого задается регулируемым винтом 4О. Направля шщйе планки 35 и 36 удерживают резистор 41 ирасположены между двумя фотодатчиками , состоящими из фотодиодов а эяек1ронампочек 44, 45. Загружаемые резйсторы направляются выводами в пазах направляющей 46 и выдаются поштучно на позикню обмера через механизм 47 поштуч ной отсечки блока загрузки резисторов. Процесс подгонки осуществляется через эпек рошшй блок управления с фотодатчиками и с электроизмерительной схемой 48. Устфойство работает следующим образом. В исходном положении шлифовальный круг 2 оттянут салазками i с якорем 4 в заднее крайнее положение включенным электромагнитом 6, пойожение задается также ходовой гайкой 29 йа винте 28 электродвигатепем 14 и обеспечивает безопасность ра боты полуосей щпинделей 19 при загрузке резисторов в шпщ1депь и их выгрузке из шпинделя. Шлифовальный круг 2 постоянно вращается электродвигателем В через ре мен Jiyю передачу 7. Гайка 22 компенсатора воз действует выступом на задающий элемент 23, что соответствует выключенному положению электродвигателя 14, Резисторы загружаются в направляющую 46 блока загрузки и после включения привода мехаиияма 47 пошту:ной отсечки один . из них, например резистор 41, попадает между направляющими планками 35, 36, пересекая по пути свободного падения световс ft луч фот:од9тчи ка 42. Планки 35 и 36 образуют в исхошюм положении выходное отверстие для резистора по величине меньшее, чем его диаметр корпуса при наибольшем отклонении размеров по чертежу, и задается постоянным положением задающего элемента 39 регулировочным винтом 40, при этом на него воздействует выступ направляющей планки 36, что соответствует выключенному положению электродвигателя 17. Шпиндели 19 ориентированы вырезом вверх для приема падающего резистора. Сигнал от фотодатчика 42 запускает электродвигатель 17, который через кинематическую связь вращает план 36 до момента прохода вниз под действием собственного веса резистора 41, что происходит по достижении величины проходного отверстия между планками несколько большей диаметра корпуса резистора. Одновременно вращением планки 36 через червячную передачу вращается ходовая гайка 29 червяком 32, связаннь1м. электродвигателем 17 члицевымивапамиЗЗ; 34,.имеющими шестерни , на концах. После пересечения светового луча фотодатчика 43 падающим, резистором 41 электродвигатель 17 заторможен и отключен. Так как ходовая гайка 29 вращается относительно неподвижного винта 28, то салазки 3, а следовательно, -и салазки 1 с шлифовальным кругом 2 подаются на некоторую величину, функционально зависимую от диаметра корпуса резистора, 41. Когда пос-. леднйй окажется в шпинделях 19, последовательно срабатывают приводы осевого перемещения шпинделей, зажимая резистор, и включается привод вращения шпинделей. Одновременно срабатывают электромагнит 5, подавая шлифовальный круг 2 к поверхности обрабатываемой детали, и включается электродвигатель 14, вращая ходовой винт 28 относительно неподвижной ходовой гайки 29. Ходоьой винт 28 через шпоночное соединение вращает полу муфту 2О и через последнюю - трением полу муфту 21, которая через резьбовое многозаходное соединение отводйт гайку 22 от микропереключателя 23. Шлифовальный круг, получив радиальную подачу, сошлифовывает резистивный слой, изменяя активное сопротивление подгоняемого резистора, которое контролируется электроизмерительной схемой 48, так как резистор подключен в нее через скользящие контакты шпиндельной головки. Изменяемое сопротивление сравнивается в мостовой схеме г
этапонным сииротивпением. В момент равенства величины подготчемого сопротивлен с величиной эталонного эдектродвигатепь 14 затормаживается и реверсируется, эпектрома1нит 5 отключается, срабатывает электромшнит 6, отводя шлифовальный круг 2 в заднее крайнее положение, а электродвигатель 17, получив сигнал реверса, перемешает ппанку 36 и, следовательно, ходовую гай 29 до момента срабатывания задающего элемента 39, останавливающего электродвигатель 17. Электродвигатель 14 реверсируется до тех пор, пока выступ гайки 22 не переключает задающий элемент 23. Очередной резистор поступает из мехаянз- ма 47 поштучной о оечка на позицию обмере, К этому времени (шпиндель19 срабатывает, выгружая подогнанный резистор и ориентируясь механизмом ориевтации аыр& аом вверх для приема очередного резистора.
Формуламзобретения
Устройство для подгонки величины сопрс5гивления резисторов, содержащее размещенны9 в корпусе шлифовальный круг с салазками, на которых закреплены эл ктромагниты с общим якорем, механизм компенсации износа шлифовального круга, блок загрузки резисторов с механизмом поштучной отсечки, ,электро1фивод радиальной по дачи шлифовального круга с ходовой гайкой и электронный блок управления с фотодатчиками, отличающееся тем,, что, с Целью повышения точности подгонки и производительности работб, салазки выполнены в виде двух подвижно связанных межЦУ собой частей, на одной из которых размешен шлифовальный круг и которая жестко связана с общим якорем электромагнитов, а ва другой размещена ходовая гайка электропривода радиальной подачи шлифовального круга, причем ходовая гайка выполнена в виде зубчатого колеса, блок загрузки резисторов снабжен механизмом замера дипметра корпуса резистора, выполненного в виде двух, размещенных между фотодатчиками направляющих планок, одна из которых вепошижна, а другая кинематически связана с зубчатым колесом. g SB gff jff 1 /J / P/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования радиальной подачи | 1976 |
|
SU565817A1 |
| Устройство для подгонки величиныСОпРОТиВлЕНия РЕзиСТОРОВ | 1979 |
|
SU828223A1 |
| Устройство для подгонки низкоомных проволочных резисторов | 1975 |
|
SU618801A1 |
| Устройство для подгонки величины сопротивления резисторов | 1974 |
|
SU523459A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Устройство для юстировки радиодеталей с осевыми выводами | 1974 |
|
SU536531A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
| Устройство для поворота и фиксации бабки изделия | 1982 |
|
SU1047669A1 |