(54) СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ , ПРЕИМУЩЕСТВЕННО ДИСКОВЫХ КУЛАЧКОВ, МЕТОДОМ КОПИРОВАНИЯ
I
Изобретение относится к машинострое- ншо и может быть использовано при изготовлении деталей с криволинейной поверхностью, например дисковых кулачков, на шлифовальных, фрезерных сганках.
Известен cndfco6 обработки криволинейной поверхности деталей, преимущественно дисковых кулачков, методом когщрования, при котором детали сообщают вращение вокруг оси, а относительное перемещение оси детали и режущего инструмента задают с помоиью копира, вращение которого синхронизируют с вращенлем детали l}.
Недостатком известного способа обработки является необходш-юсть изготов- .лешя эталонных кош .ров более высокой точности, чем изготавливаемая деталь. Ошибка при изготовлении профиля ко- пира при обработке полност1,ю переносится на профиль дечали. Поэтому эталонные копиры, как правило, изготавливают на 1-2 класса точнее, чем обрабатываемая деталь. Особенно сложно изготовить профиль высокоточных деталей, допуски на профиль которых составляют сотые и тысячные доли миллиметра, например кулачков волновых передач.
Цель изобретения - повьтшоние точности обраоотки криволинейной поверхности деталей.
Поставленная цель достигается тем, что согласно способу обработки криволинейной поверхности деталей, преимущественно дисковых кулачков, методом копирования, при котором детали сообщают вращение вокруг оси, а относительное перемещение оси детали и режутаего инструмента задают с помоишю копира, вращение которого синхронизируют с вращением детали, величина составляютией относительного перемещения оси детали вдоль касательной к рабочей поверхности режу14лего инструмента превыщает величину составляющей относительно перемещения по нормали.
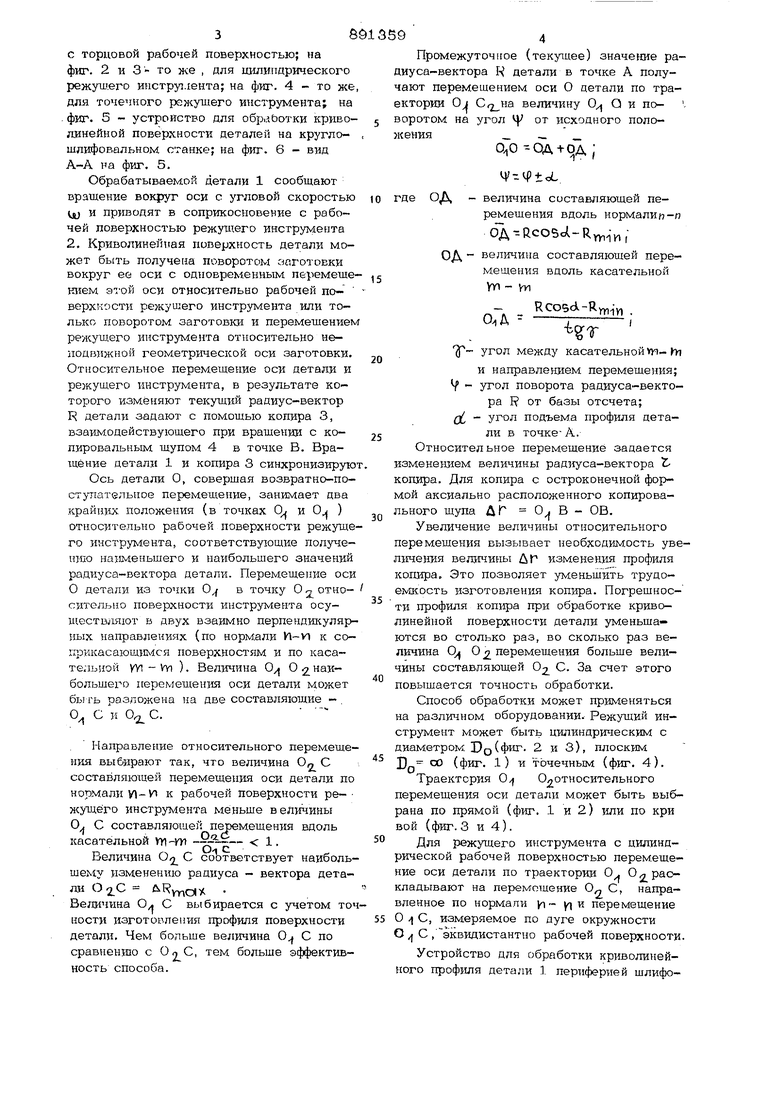
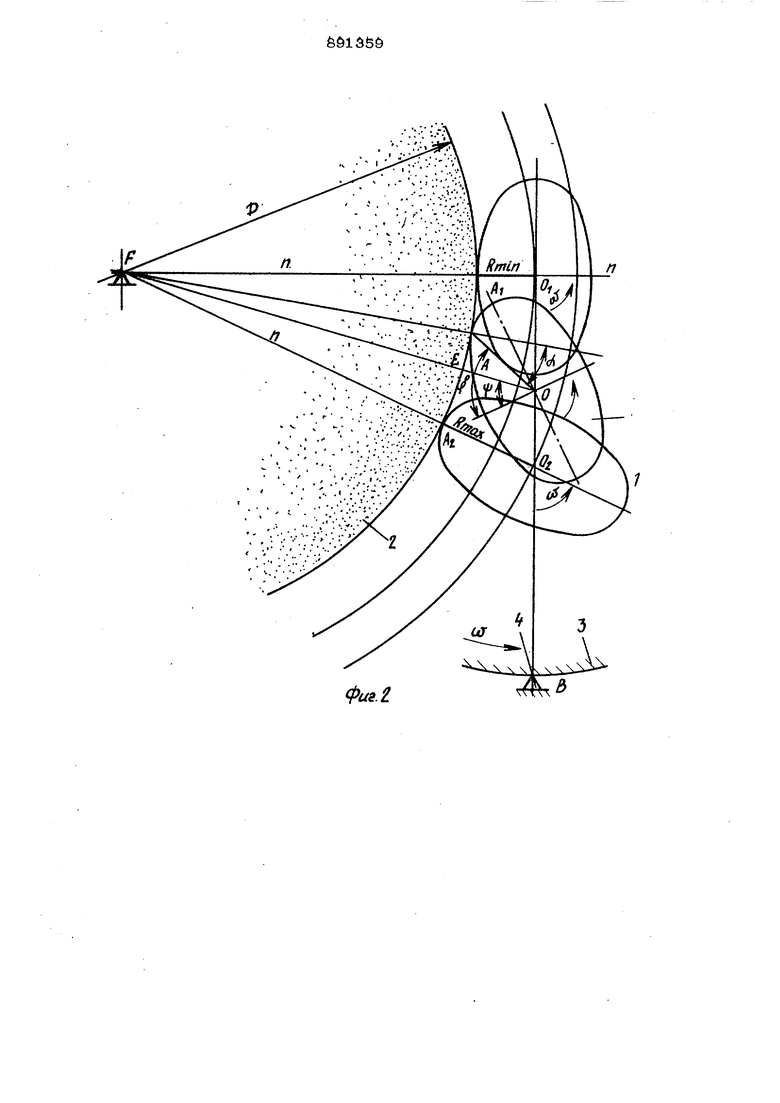
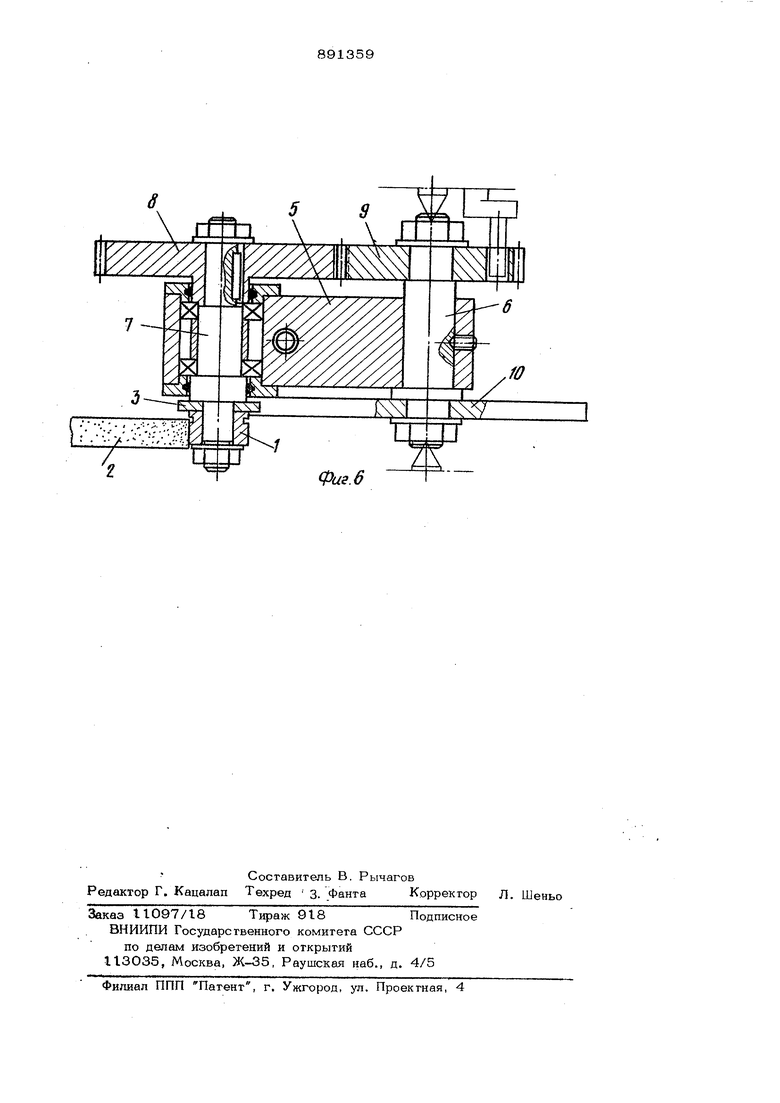
На фкг. 1 изображена схема способа обработки детали режущим инструментом С торцовой рабочей поверхностью; на фиг. 2 и 3- то же , для цилиндрического режуш.его инстру1.1ента; на фиг. 4 - то же для точечного режущего инструмента; на . фиг. 5 - устройство для обр,лЬотки криволинейной поверхности деталей на круглошлифовальном станке; на фиг. 6 - вид А-А на фиг. 5. Обрабатываемой детали 1 сообщают врашение вокруг оси с угловой скоростью ц; и приводят в соприкосновевие с рабочей поверхностью режущего инструмента 2, Криволинейная поверхность детали может быть получена поворотом заготовки вокруг ее оси с одновременным пьремеше mieM эТой оси относительно рабочей поверхкости режущего инструмента или только поворотом заготовки и перемещением режущего инструмента относительно не- 1ЮДЕ5Ижной геометрической оси заготовки. Относительное перемещение оси детали и режущего инструмента, в результате которого изменяют текущий радиус-вектор R детали задают с помощью копира 3, взаимодействующего при вращении с копировальным щупом 4 в точке В. Вращение детали 1 и копира 3 синхронизирую Ось детали О, соверщая возвратно-поступательное перемещение, занимает два крайних положения (в точках 0 и 0 ) относительно рабочей поверхности режуще го инструмента, соответствующие получентпо наименьшего и наибольшего значений радиуса-вектора детали. Перемещение оси О детали иа точки 0 в точку О 2 относительно поверхности инструмента осуществляют в двух взаимно перпендикулярных направлениях (по нормали к соприкасающимся поверхностям и по касательной VY1-VY1 ). Величина 0 О 2. наибольшего перемещения оси детали может быгь разложена на две составляющие - , 0 С и . Направление относительного перемещения выбирают так, что величина О С составляющей перемещения оси детали по нормали W-V1 к рабочей поверхности ре- жут.цёго инструмента меньще в еличины 0 С составляющей перемещения вдоль касательной Уи-уп 1Величина О С соответствует наибольшему изменению радиуса - вектора детада О2.с RVYIOIX Величина О С выбирается с учетом то ности изготовления профиля поверхности детали. Чем бопьще величина 0 С по сравнению с С, тем больше эффективность способа. Промежуточ1гое (текущее) значение радиуса-вектора R детали в точке А получают перемещением оси О детали по траектории Oj С, величину 0 О и по- . воротом на угол от исходного положенияО О ОА+ОД; где ОД - величина составляющей перемещения вдоль нормали -о 6A--RcoSol-R - ОД - величина составляющей перемещения вдоль касательной УЛ- УП - Rcosd-R y, . Чг угол между касательной УП-hi и направле}шем перемещения; V - угол поворота радиуса-вектора R от базы отсчета; д - угол подъема профиля детали в точке- А. Относительное перемещение задается измене1шем величины радиуса-вектора копира. Для копира с остроконечной формой аксиально расположенного копировального щупа ДГ 01 В - ОВ. Увеличение величины относительного перемещения вызывает необходимость увеЛ1гчения величины Дг изменения профиля копира. Это позволяет уменьщить трудоемкость изготовления копира. Погрешности профиля копира при обработке криволинейной поверхности детали уменьшаются во столько раз, во сколько раз величина О О 2 перемещения больше величины составляющей 02 С. За счет этого повыщается точность обработки. Способ обработки может применяться на различном оборудовании. Режущий инструмент может быть цилиндрическим с диаметром PQ(фиг. 2 и З), плоским DO (фиг. 1) и точечным (фиг. 4). Траектория 0 Соотносительного перемещения оси детали может быть выбрана по прямой (фиг. 1 и 2) или по кри вой (фиг. 3 и 4). Для режущего инструмента с цилиндрической рабочей поверхностью перемещение оси детали по траектории О- Ох, раскладывают на перемпщение О С, направленное по нормали и VI и перемещение О -1 С, измеряемое по дуге окружности О С , эквидистантно рабочей поверхности. Устройство для обработки криволинейного профиля детали 1 периферией шлифоБального круга 2 на универсальном круглошлифовальном станке приведено на фиг. 5 и 6. Оно состоит из корпуса 5с запрессованной осью 6, на концах которой выполнены центровые отверстия, которыми устройство устанавливается в центрах станка. В корпусе 5 смонтирована вращающаяся оправка, на которой закреплены деталь 1 и копир 3. На конце оправки 7 смонтирована щестерня 8, зацепляющаяся с шестерней 9, которая принудительно вращается от поводка шпинделя станка. Копир 3 опирается на копировальный щуп 4, закрепленный на конце рычага 10, который установлен поворотно на оси 6. Точное положение центра детали- относительно оси шлифовального круга 2 и оси центров станка определяет ся положением копировального щупа 4, ко торое регулируется винтами 11 и 12, смонт фованными в неподвижной плите 13. Пружина 14 обеспечивает постоянство контактирования копира 3 с щупом 4. При вращении оправки 7 копир 3 обкатывается по щупу 4 и вызывает качательное возвратно-поступательное перемещение центра детали 1 относительно шлифовального круга 2 по круговой траектории. В результате сложения двух движений на детали образуется криволинейный профиль. S9 9 Изобретение позволяет значительно повысить точность копирования, т.е. получать детали 1-2 классов точности при поощи копира, изготовленного по 3 - 5 классу точности. Формула изобретения Способ обработки криволинейной поверхности деталей, преимущественно дисковых кулачков/методом копирования, при котором детали сообщают вращение вокруг оси, а относительное перемещение оси деталии режущего инструмента задают с помошью копира, вращение которого синхронизируют с вращением детали, о тличающийся тем, что, с целью повышения точноети обработки, величина составляющей относительного перемещения оси детали вдоль касательной к рабочей поверхности режущего инструмента превышает величину составляющей относительного перемещения по нормали. Источники информации, принятые во вша1ание при экспертизе I. Патент Великобритании № 1350610, кл. В 3D ,опублик. 1974 (прототип).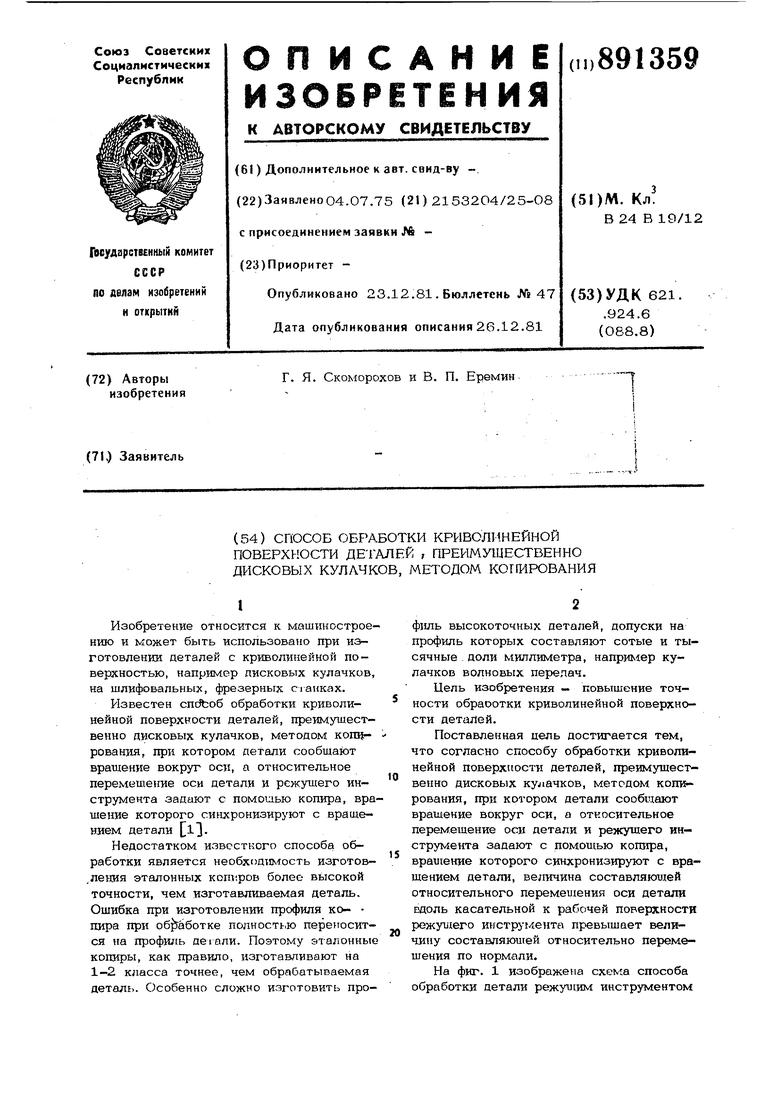

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ копирной обработки кулачковых деталей | 1975 |
|
SU556934A1 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков, матодом копирования | 1987 |
|
SU1407767A2 |
| Устройство для обработки кулачковых деталей | 1981 |
|
SU1024230A1 |
| Способ обработки криволинейных поверхностей | 1988 |
|
SU1511014A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2118247C1 |
| Устройство для обработки кулачковых деталей | 1985 |
|
SU1268376A1 |
| Устройство для обработки кулачков | 1985 |
|
SU1296316A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2243864C2 |
| Способ копировальной обработки | 1988 |
|
SU1611699A1 |
ш
Фив.1
fpus.l ... ........:-/-:- -;: --- ;i i /--V.-.vvfe Д/г.
