Изобретение относи рся к области горячей нрокатки труб с изменением раствора валков на концах труб.
Известны устройства, контролирущие положение движущегося проката при помощи датчиков положения концов проката, суммирующих и вычитавщих счетчиков, элемента совпадения, коммутатора и запоминающего элемента. Однако указанные устройства не могут обеспечить необходимую точность, так как не учитывают возможных изменений скорости труб и запаздывания исполнительных устройств.
Целью изобретения является обеспечение с высокой точностью заданного дополнительного обжатия передних концов труб для уменьшения отходов металла при последующем редуцировании труб. Это достигается тем, что в устройство введены генератор импульсов, ключ, многоразрядный вентильный блок, формирователь команд переноса и формирователь импульсов сброса в нуль суммирущего счетчика. При этом датчики положения концов проката соединены через запоминающий элемент, один выход которого подключен к элементу совпадения и формирователю команд переноса и другой выход связан с ключом, с которым соединен генератор импульсов, а выход ключа подсоединен к суммирупцему счетчику, к которому также подключен формирователь импульса с 5роса на нуль, и к вычитающему счетчику; суммирумций счетчик через многоразрядный вентильный блок, к которому подсоединен форм1фователь команд переноса, связан с вычиташщм счетчиком, который в свою очередь через коммутатор соединен с элементом совпадения.
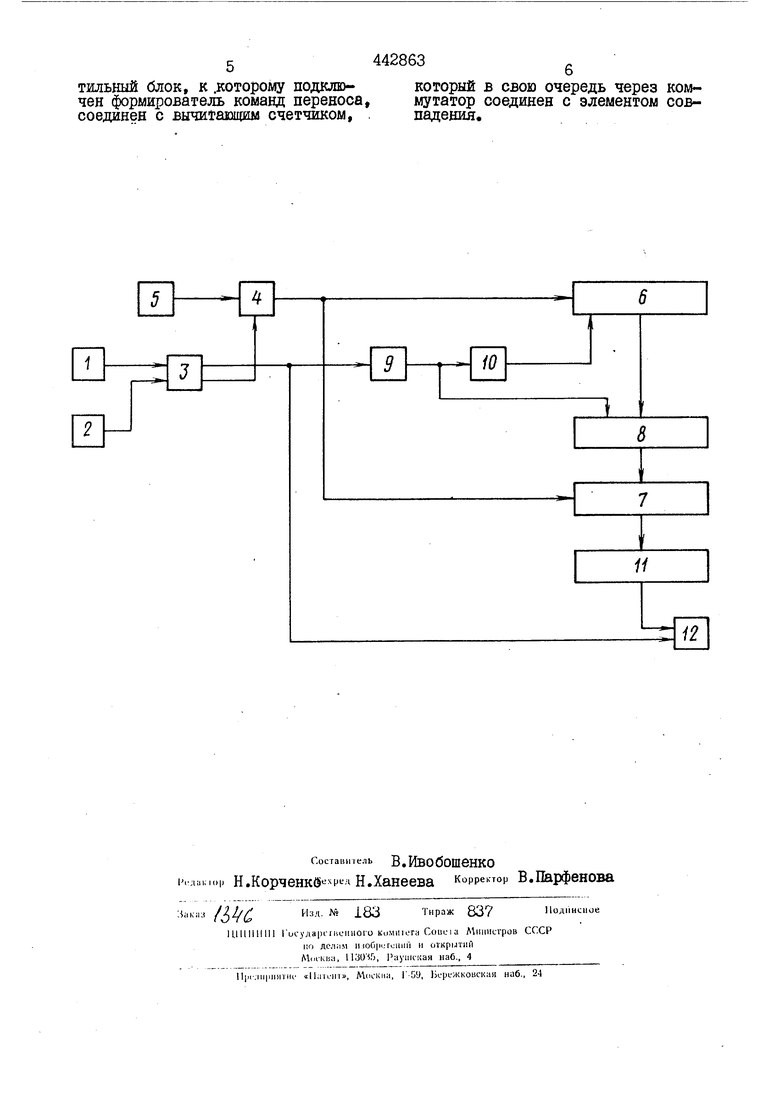
На чертеже показана схема предлагаемого устройства.
Датчики положения концов трубы, нацример мессдозы, устанавливаются так: датчик I в клети, где изменяется раствор валков а датчик 2 в одной из предшествующих клетей, например в смежной клети. Выходы датчиков соединены с входами релейного запоминающего элемента например триггера 3; выход которого связан с управляющим входом ключа 4, включенного в цепь поступления ш пульсов постоянной частоты от генератора 5 импульсов к сушлирующему счетчику 6 и вычитающему счетчику 7, соединенным между собой поразрядно при помощи многоразряд« ного вентильного блока 8, Управля- ющие переносом информации из счетчика 6 в счетчик V входы блока 8 подключены к выходу формирователя 9 команд переноса, вход которого подсоединен к выходу триггера 3, К выходу формирователя 9 подключен формирователь 10 импульса сброса в нуль счетчика 6, К счетчику V через коммутатор II подсоединен элемент совпадения 12, Посредством коммутатора II набирается число для счетчика 7, соответствующее такому со-стоянию счетчика, при котором срабатывает элемент совпадения 12 и вы,цается команда на изменение раствора валкова
Устройство работает следующим образом
При заходе переднего конца трубы в клеть, где установлен датчик 2, сигналом этого датчика триггер 3 переводится в состояние, которое обеспечивает открывание ключа 4 и следовательно поступление ршпульсов от генератора Б на счетчики 6 и 7в В счетчике 6 происходит суммирование шлпульсов от нуля а в счетчике 7 одновремеШ1О осуществля«ется вычитание поступающа импульсов из числа,, перенес-енного в период ме5й;цу прокатками данной и предшествующей труб в счетчик 7 из счетчика ь и равного шслу шлпульсов, поступивших в счетчик 6 за время прохождения концом предыдущей трубы расстояния между датчиками 2 и 1,
В момент уменьшения числа в счетчике 7 до величины У установ ленной коммутатором II, срабатывает элемент совпадения ±2, выдающий команду на включение нажимного устройства клетиJ где установлен датчик I, Эта команда выдается по отнощению к моменту захода трубы в клеть с упреадением, равным числу N периодов следования импульсов генератора 5,
Срабатывание элемента совпадения 12 возможно только в период прохождения концом трубы участка мевду датчиками 2 и 1, в период раооты счетчика 7. В остальную часть цикла прокатки для повыщения помехоустойчивости срабатывание элемента 12 исключается Это достигается подключением выхода триггера 3 к одному из входов элемента совпадения 12,
0 При заходе переднего конца трубы в клеть, где установлен датчик I, сигналом этого датчика триггер 3 переводится в состояние, которое обеспечивает закрывавде ключа 4 и
5 остановку счетчиков 6 и 7, После указанного момента времени срабатывает формирователь 9, обеспечивающий при помощи блока 8 перенос информации (числа) из счетчика 6
0 в счетчик 7, По окончании переноса информации, т.е. по окончании импульса формирователя 9, блок 8 разъединяет счетчшш 6 и 7, Кроме того, срабатывает формирователь
5 10, выдающш импульс на установку в нулевое состояние счетчикаб. При прокатке следующей трубы все процессы повторяются.
Устройство позволяет однозначно задавать с требуемой точностью упреждение на включ-ение нажимных устройств независимо от изменений скорости прокатки.
ПРЩМЕТ ИЗОБРЕТЕЕШЯ
Устройство для автоматического управления прокаткой труб с утоненными концами, включающее датчики положения концов п|зоката, суьмирующий и вычитающий счетчики, элемент совпадения, коммутатор и запоминающий элемент, отличающееся тем, что, с целью обеспечения задаршого дополнительного об:(атия передних концов труб, в него введеш генератор импульсов ключ г М1югоразряд|шй вентильный блок, формирователь команд переноса и формирователь импульсов сброса в нуль суммирующего счетчикл, причем датчики положения концов проката соединены через запоминающий элемент, один выход которого подюшчен к элементу совпадения и формирователю команд переноса, а другой соединен с ключом, с которым также соединен генератор импульсов, выход ключа подключен к суммирующему счетчику, к которому также подключен формирователь импульса сброса на нуль, и к вычитающему счетчику; суммирующий счетчик через многоразрядный вентильный С5ЛОК, к .которому подключен формирователь команд перенооа, соединен с вычитающим счетчиком, ,
который в свои очередь через коммутатор соединен с элементом совпадения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическогоупРАВлЕНия пРОКАТКОй ТРуб СуТОНЕННыМи КОНцАМи | 1978 |
|
SU816596A1 |
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1976 |
|
SU599870A1 |
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1978 |
|
SU778844A1 |
| Устройство для измерения длины проволоки и сортового проката | 1980 |
|
SU868329A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| Устройство автоматического управления приводами механизмов стана холодной прокатки труб | 1984 |
|
SU1210930A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |