узел Сравнения с задатчиком полного обжатия полосы в стане.
С целью повышения точности перестройки стана в него введены несколько делителей (наиример два), которые соединены через переключатели с узл.ами сравнения каждой клети.
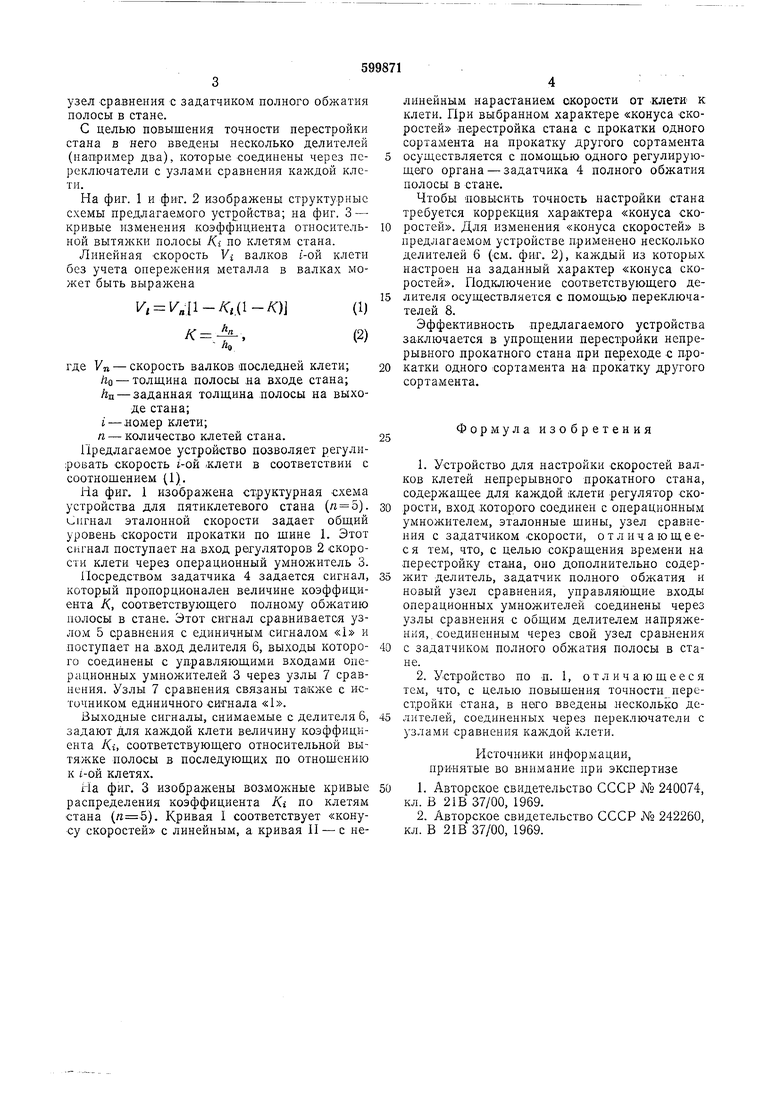
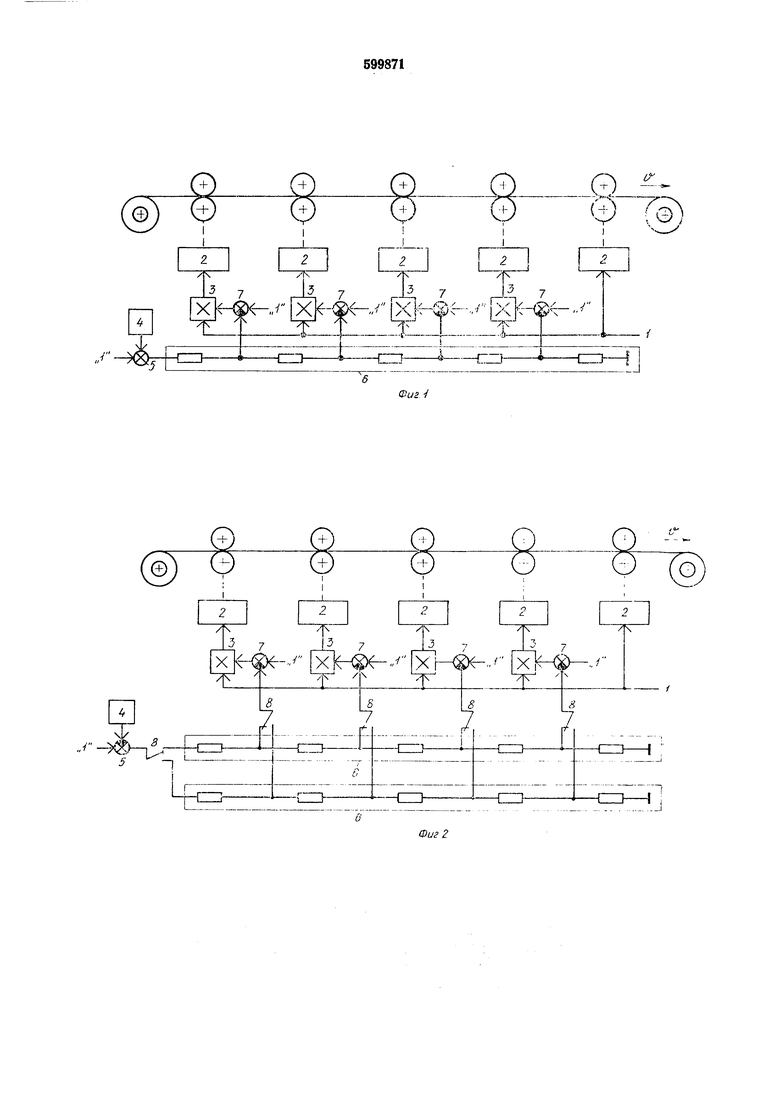
На фиг. 1 и фиг. 2 изображены структурные схемы предлагаемого устройства; на фиг. 3 - кривые изменения коэффициента относительной вытяжки полосы К.г ПО клетям стана.
Линейная скорость Vi валков f-ой клети без учета опережения металла в валках может быть выражена
V .Ki(-K)(I)
/с 4.(2)
Л(,
где УП - скорость валков яоследней клети; /го - толщина полосы на входе стана; Лп - заданная толщина полосы на выходе стана; i - номер клети; п - количество клетей стана.
Предлагаемое устройство позволяет регулировать скорость i-ой жлети в соответствии с соотнощением (1).
На фиг. 1 изображена структурная схема устройства для пятиклетевого стана (/г 5). 1 игнал эталонной скорости задает общий уровень скорости прокатки по шине 1. Этот сигнал поступает на вход регуляторов 2 скорости клети через операционный умножитель 3.
Посредством задатчика 4 задается сигнал, который пропорционален величине коэффициента /С, соответствующего полному обжатию полосы в стане. Этот сигнал сравнивается узлом 5 сравнения с единичным сигналом «1 и .поступает на .вход делителя 6, выходы которого соединены с управляющими входами операционных умножителей 3 через узлы 7 сравнения. Узлы 7 сравнения связаны также с источником единичного сигнала «1.
Выходные сигналы, снимаемые с делителя 6, задают для каждой клети величину коэффициента K.i, соответствующего относительной вытяжке цолосы в последующих по отнощению к i-ой клетях.
На фиг. 3 изображены возможные кривые распределения коэффициента K.i по клетям стана (). Кривая 1 соответствует «конусу скоростей с линейным, а кривая II - с нелинейным нарастанием скорости от -клетИ к клети. При выбранном характере «конуса скоростей перестройка стана с .прокатки одного сортамента на прокатку другого сортамента осуществляется с помощью одного регулирующего органа - задатчика 4 полного обжатия полосы в стане.
Чтобы по.высить точность настройки стана требуется коррекция характера «конуса скоростей. Для изменения «конуса скоростей в предлагаемом устройстве применено несколько делителей 6 (см. фиг. 2), каждый из которых настроен на заданный характер «конуса скоростей. Подключение соответствующего делителя осуществляется с помощью переключателей 8.
Эффективность предлагаемого устройства заключается в упрощении перестройки непрерывного .прокатного стана при пе,реходе с прокатки одного сортамента на прокатку другого сортамента.
Формула изобретения
1.Устройство для настройки скоростей валков клетей непрерывного прокатного стана, содержащее для каждой клети регулятор скорости, вход которого соединен с операционным умножителем, эталонные шины, узел сравнения с задатчиком скорости, отличающееся тем, что, с целью сокращения времени на .перестройку стана, оно дополнительно содержит делитель, задатчик полного обжатия и новый узел сравнения, управляющие входы операционных умножителей соединены через узлы сравнения с общим делителем напряжения,, соединенным через свой узел сравнения с задатчиком полного обжатия полосы в стане.
2.Устройство по п. 1, отличающееся тем, что, с целью .повышения точности перестройки стана, в него введены несколько делителей, соединенных через переключатели с узлами сравне.ния каждой клети.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР ° 240074, кл. В 21В 37/00, 1969.
2.Авторское свидетельство СССР № 242260, кл. В 21В 37/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство для настройки скоростей приводов клетей непрерывного прокатного стана | 1978 |
|
SU772631A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Устройство для регулирования толщины полосы на прокатном стане | 1977 |
|
SU730400A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Регулятор относительного обжатия прокатываемой полосы | 1981 |
|
SU944696A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| Устройство автоматического поиска и поддержания процесса прокатки полосы в области прокатка-волочение | 1979 |
|
SU961809A1 |
©
о
-Q
Q
23
Фиг.З
