Изобретение отноеится к обработке металлов давлением, а именно к штампам для гнбки деталей еложиой конфигурации нз прутковых заготовок.
Извеетен штамп для отрезки заготовки и гибки ироволочной нряжки на нроволочлом автомате или на штампе с клиньями.
Штамн соетоит из гибочно-обрубочного пуансона, нрижима, верхней плиты с закрепленной иа ией матрицей, пуанеона, нижних нлит 1.
Пуанео) изготавливается с ручьем только с одной стороны, другая делается гладкой для обеспечения возможности сталкивания готовой детали.
Однако в известном штампе имеет место искажение сечения детали по одной нз новерхностей детали, коитактирующей с пуансоном.
Цель изобретения - обеспеченне гнбкп деталей из пруткового материала без искажения исходного сечения и создание возможности их свободного удаления из зоны деформации.
Это достигается тем, что иуансои выполнен разъемным из двух частей, одна из которых подвижна, нричем ручей выиолнен с глубниой, равиой половине диаметра прутка в плоскости разъема на поверхности пуаисона, а штамп снабжен уиругим фиксирующим эле2
меитом и , связанным с подвнжпой частью пхансоиа.
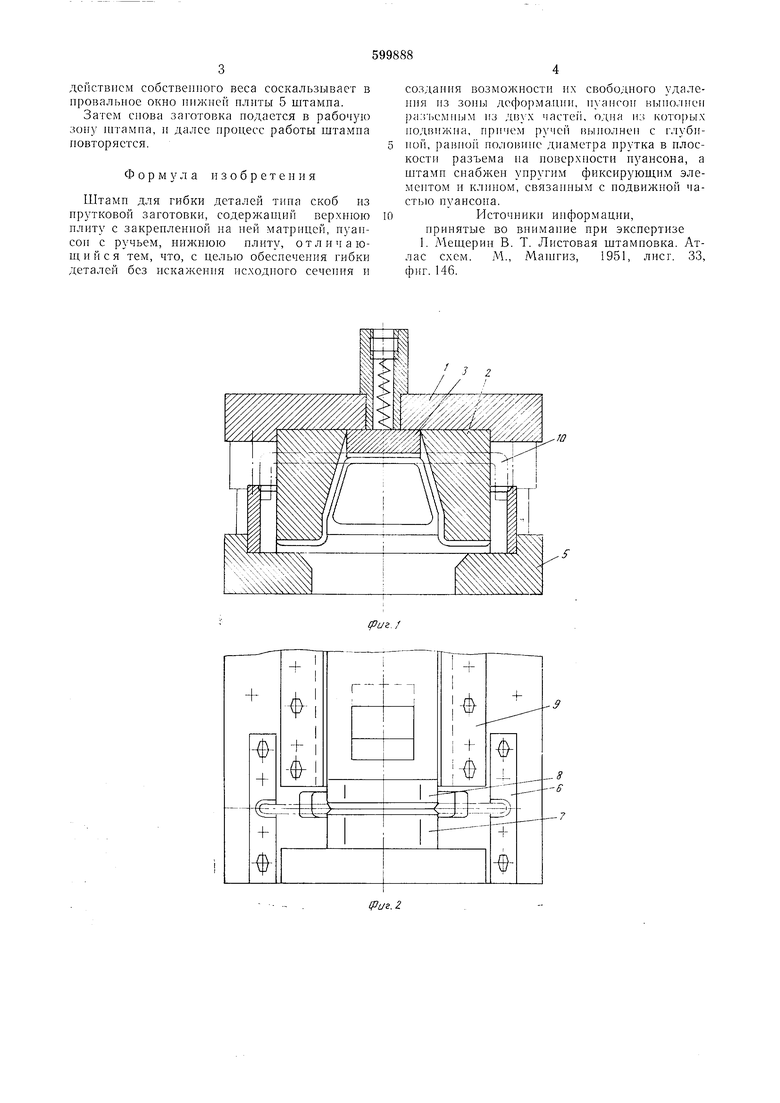
На фнг. 1 изображен предлагаемый штамп, фронтальный разрез; на фиг. 2 - то же, вид
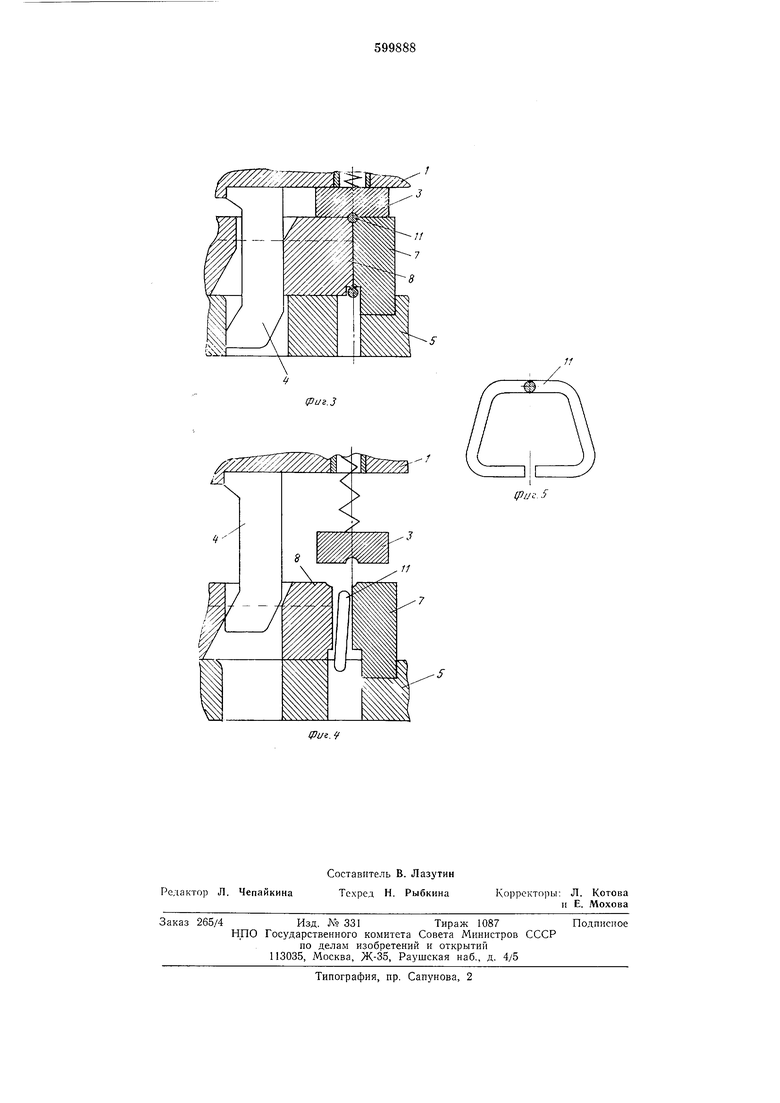
сверху на нижнюю часть штампа; на фиг. 3- штамп в нрофпльиом разрезе, с частичным выровом; на фиг. 4 -- штамп при обратном ходе нолзуна, в нрофнльиом разрезе, с частичным выровом; на фиг. 5 - готовое изделие.
На верхней плите 1 закреплены матрнца 2, ynpyrnii элемент 3 и клип 4. На нижней плите д смонтированы фнксирующне нланки 6, иуаисон, выполненный в .виде неподвижной части 7 и нодв1 жно11 8, псре.мешаюш,ейся в паправляюших 9.
Штамп работает следуюш,нм образом. Заготовка 10 укладывается в фпкспрующие плаики 6 иа неподвижно11 част 7 загнутыми концами вниз. При опускании верхней плиты 1 жестко закреплеиной на ией клин 4 неремещает нодвижную часть 8 в наиравляющих 9 до соирикосиовения с иеподвпжиой 7, образуя при этом гибочный ручей, зате.м с иомсшью упругого зле.мента 3 осуш,ествляется прнжпм заготовкн и гибка матрицей 2. Заготовка огибает иуаисон но образовавшемуся ручью.
При обратном ходе нолзуна пресса (на чертеже не указан) все детали штампа возврашаются в исходное ноложепне, н деталь 11 под
леиствпсм сооствеппого веса соскальзывает в провальное окно пижией плиты 5 штампа.
Затем спова заготовка подается в рабочую зону 1птампа, п далее процесс работы штампа повторяется.
Формула изобретения
Штамп для гибки деталей типа скоб из прутковой заготовки, содержаихий верхнюю плиту с закрепленной на ней матрпцей, пуаисоп с ручьем, нижнюю илиту, отличающийся тем, что, с целью обеспечеиия гибки деталей без искажения исходного сечения и
создания возможности их свооодпого удаления из зоны деформа.ции, нуапсон вынолнсп разъемным из двух частеГи одна из которых подвижна, иричем р)чей ыцолне11 с г.тубииой, равиой иоловиие диаметра прутка в плоскости разъема на поверхности пуанеона, а штамп снабжен унругнм фиксирующим элемеитом и клипом, связаииым с подвижиой частью пуансона.
Источники ииформации, принятые во внимание при экспертизе 1. Мешерин В. Т. Листовая штамиовка. Атлас схем. М., Мап1гиз, 1951, лиег. 33, фиг. 146.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2253529C2 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2397834C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| Способ изготовления деталей из прутка и штамп для его осуществления | 1991 |
|
SU1817723A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |