Изобретемте относится к обработке металлов давлением, в частности к ос настике для холодной штамповки.
Известен и1тамп для гибки деталей типа скоб из прутковой заготовки, содер жашнй вер,хнюю плиту с закрепленной на ней матрицей, пуансон с руч.ьем и 1ШЖНЮЮ плиту. Пуансон выполнен разъемным из двух частей, одна из которых подвижна, причём ручей выполнен с глубиной, равной половине д 1аметра прутка в плоскости разъема на поверхности пуансона, а штамп снабжен упругим фиксирующим элементом и клином, связанным с подвижной частью пуансона С1 .
Однако данный штамп предназначен только для окончательной гибки заготовки, концы которой предварительно подогнуты.
Н.аиболее 6rai3KHi-v к предлагаемому являе1ся штамп .для гибки скоб из прутковой заготовки, оодержаишй установленные на неподвижной пшсте с-возможностью встречного перемещения пуансхзны, имеющие концевые части с рабочими , и взаимодействующие с клиновыми поверхностями упора; а также гибощгую оправку С 2 3 .
НедЪстаток штампа состоит в том, что он не обеспечивает требуемого ка чества деталей-скоб по конф шурашш по причине различ;ных углов пружин&ния материала заготовок, зависящих от марки материала. Для устранеи 5Я этого недостатка необхоцнмс вврцить дополннтельную операцию правки, при которой .деталь доводится до. чертежных размеров.
Целью иаобрете1ШЯ являет-ся повышение качества деталей путем компенсации их пружинеяия.
i Поставленная цель достигается тем, что в штампе для гибки скоб из прут ковой заготовки, содержащем установленные на неподвижной плите с возможностью встречного перемещения пуансоны, имеющие концевые части с рабочими ручьями и взаимодействуюцше с ко- шфными поверхностями упора, а также гибочную оправку,концевые части пуа№сонов .установлены с возможност.ью взаимного поворота во1фуг осей, параллельных, оси гибочной оправки, на стороне оправки, обращенной к концевым частям пуансонов выполнено поднутрение, а упор установлен с возмсжностью регулировочного -перемещения в направлении, перпендикулгфном оси.оправки.
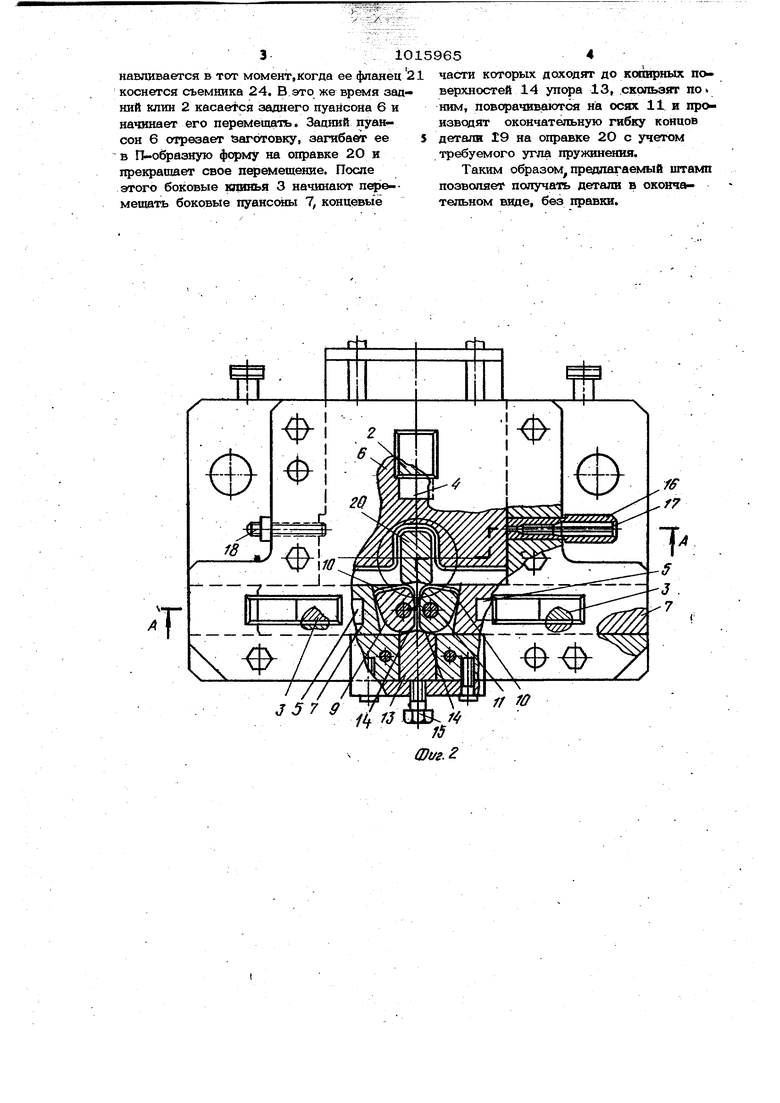
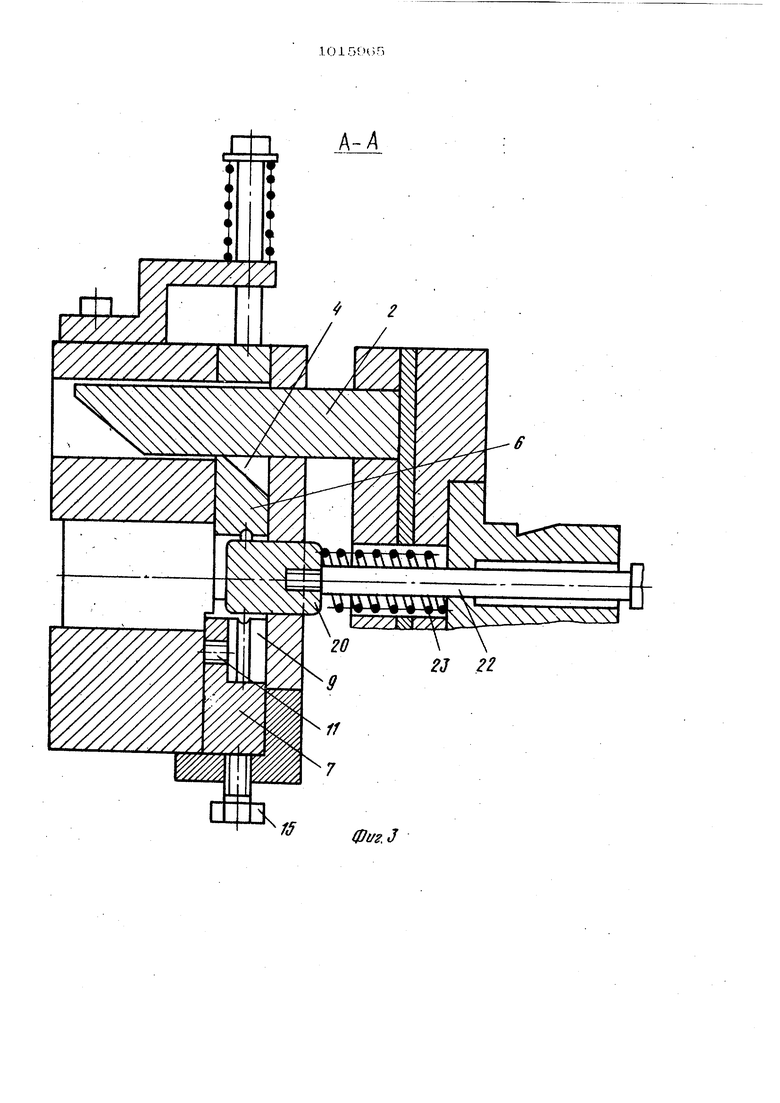
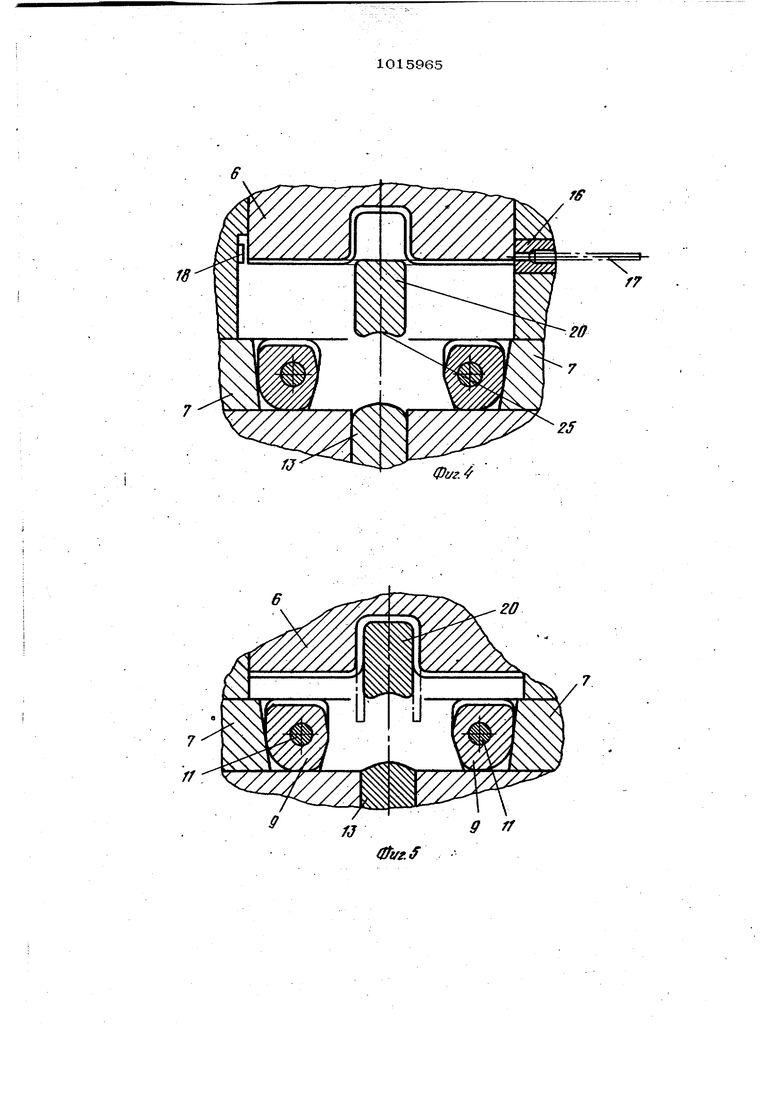
На фиг. 1 показан предлагаемый штамп, общий вид; на фиг. 2 - часть штампа вид сверху; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 - положение заднего и боковых пуансонов после отрезки заготовки на заданную длину; на фиг. 5 - гибка П-образнойзаготовки задним пуансоном и оправкой} на фиг. 6 - гибка .концов П-образной заготовки боковыми пуансонами; на фиг. 7 - подгибка концов заготовки поворотными концевыми частями боковых пуансонов на угол, компенсирующий пружинениё матеряапа заготовки; на фиг. 8 получаемая деталь.
Штамп для гибки деталей типа скоб из прутковой заготовки содержит верхнюю плиту 1 с закрепленными на ней клиньями задним 2 ,и боковыми 3, размещенными соответственно в окнах 4 и 5 за,анего 6 и боковых 7 пуансонов, установленных на нижней плите 8 н имеЮщнх на концевых частях 9 боковых пуансонов 7 рабочие ручьи 10, выполне йные глубиной 0,7 - 0,8 от диаметра заготовки..
Концевые части 9 с рабочими ручьями 10 каждого бокового пуансона 7 выполнены съемными и установленными шаршфно на усях 11, нормальных основанию 12 щтампа, а штамп снабжен установленным в нижней плите 8 упором 1 с копирными повер1хностями 14, контактирующими с поворотными концевыми чаетями 9 боковых пуансонов 7,
Упор 13 имеет винт 15, которым можно подбирать угол поворота частей 9 боковых пуансонов 7 для компенсации упругой деформации (пружинения) материала заготовки.
Штамп ямеет также отрезанную мат рицу 16 для ре;зкн проволоки 17 и регулируемый упор 18, обеспечивающий зазор б на стыке концов получаемой дотали 19.
На вер.хней плите 1 закреплена оправка 20 с фланцем 21, упорным винфом 22 и пружиной 23. Оправка 20 направляется стенками отверстия съемника 24 и имеет поднутрение 25.
Штамп работает следующим образом.
Когда ползун пресса вместе с верхней плитой 1, клиньями 2 и 3 нахрцит ся в-верхнем положении, проволока 17 подается в отрезную матрицу 16 до регулируемого упора 18.
При ходе ползуна пресса вниз, оправка 2О перемещается в съемнике 24 и останавливается в тот момент, когда ее фланец 21 коснется съемника 24, В это же время задний клин 2 касается заднего пуансона 6 и начинает его перемещать. Задний пуансон 6 отрезает загсуговку, загибает ее 5 в П-образную форму на оправке 20 и прекращает свое пep(Mv eщeниe. После этого боковые клинья 3 начинают пф&-мещать боковые пуансоны 7, концевые
части которых доходят до кширных поверхностей 14 упора 13, .скользят по. ним, поворачиваются на осях 11 и производят окончательную гибну концов детали 19 на оправке 20 с учетом требуемого угла пружинешш.
Таким образом предлагаемый штамп позволяет получать детали в окончательном виде, без правки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |
| Гибочный штамп | 1982 |
|
SU1061887A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп для гибки изделий типа рамок из проволоки | 1986 |
|
SU1466832A1 |

ШТАМП ДЛЯ ГИБКИ СКОБ ИЗ ПРУТКОВОЙ ЗАГОТОВКИ, содержащий ус аиовленные на неподвижной плите с возможностью встречного перем&щения пуансоны, имеющие концевые части с рабочими ручьями и взаимодействующие с копирными поверхностями упора, а также гибочную оправку, отличающийся тем, что, с цепью повышения «Качества изделий путем компенсации пружинения, концевые чаоти пуансонов установлены с возмояоностью поворота вокруг осей, параллельных оси гибочной оправки, на стороне оправки, обращенной к концевым 4acTsiM пуансонов, выполнено поднутрение, а упор установлен с возможностью регулировочного перемещения в направлездаи, перпендикулярном оси оправки. W С Q1 со О5 СП
Фиг. 4
20
го
10
/
7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для гибки типа скоб из прутковой заготовки | 1976 |
|
SU599888A1 |
| кп | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мещерин В | |||
| Г | |||
| Листовая штамповка | |||
| Атлас скем | |||
| М., Машиностроение , 1975, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Стеклографический печатный станок с ножной педалью | 1922 |
|
SU236A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
