Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей типа кривошипных или коленчатых валов.
Известен штамп для гибки деталей типа скоб, содержащий пуансон, выполненный разъемным из двух подпружиненных в направлении разъема частей, и матричный узел, содержащий две поворотные вставки, взаимодействующие с подпружиненными толкателями, и вертикально подвижную вставку, взаимодействующую через специальные толкатели с буферным устройством [1] .
При изготовлении деталей типа скоб концы изделия не взаимодействуют с пуансоном и матрицей, так как деформируется и калибруется только средняя часть заготовки, и шарниры поворотных вставок не воспринимают усилий, возникающих при калибровке. При изготовлении деталей типа коленчатых или кривошипных валов возникающие при подчеканке концов изделия повышенные усилия будут восприниматься шарнирами поворотных вставок, что приведет к их повышенному износу, следовательно, к снижению точности и надежности работы штампа. Этому же способствует и наличие разъема вдоль рабочего ручья пуансона.
Цель изобретения - повышение точности изделий и надежности работы штампа. Это достигается тем, что штамп, содержащий гибочный пуансон и установленную в матрицедержателе гибочную матрицу, включающую поворотные полуматрицы, выполненные в виде двуплечих рычагов, на одних плечах которых выполнены формообразующие поверхности, а другие смонтированы с возможностью взаимодействия с подпружиненными толкателями, снабжен узлом отрезки заготовки, полуматрицы выполнены с опорными поверхностями, размещенными с возможностью взаимодействия с дном матрицедержателя, а каждый толкатель выполнен с выступом, размещенным с возможностью взаимодействия с вертикально подвижной вставкой.
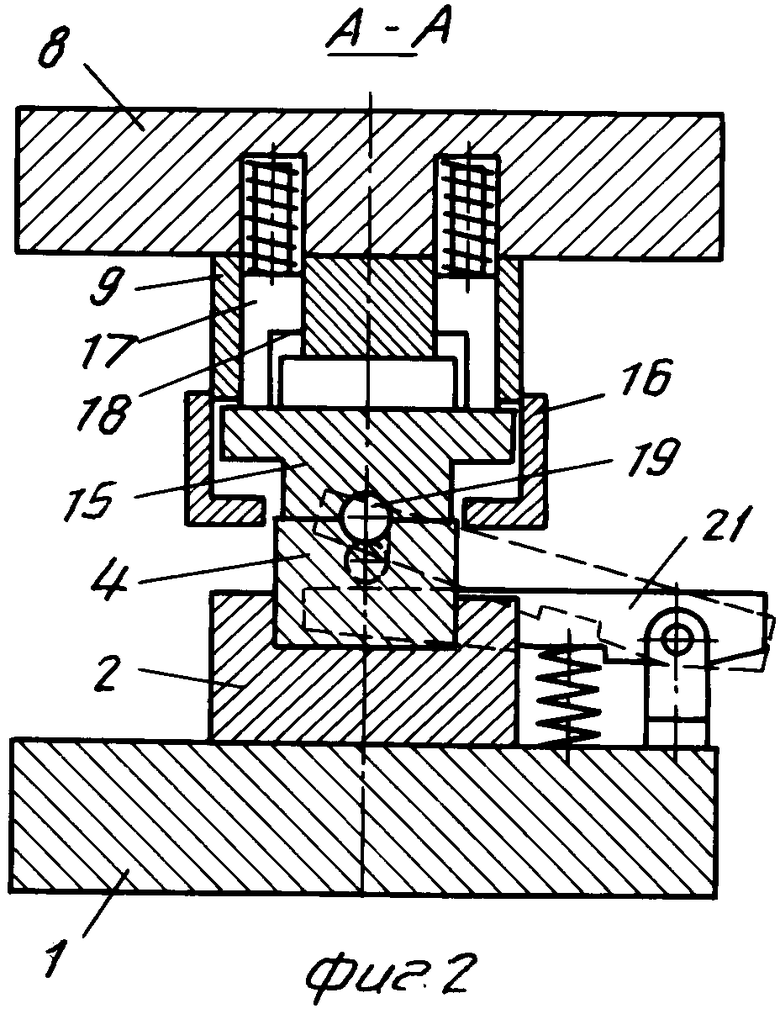
На фиг. 1 представлен продольный разрез штампа, на фиг. 2 - разрез А-А на фиг. 1.
На нижней плите 1 штампа закреплен пуансонодержатель 2 с составным пуансоном, состоящим из секций 3 - 5. В пуансонодержателе закреплен также держатель ножа 6 с втулочным ножом 7. К верхней плите 8 прикреплен матрицедержатель 9 с секциями матрицы 10 (выполняющей функцию подвижного ножа) и 11. В матрицедержателе установлены поворотные полуматрицы 12 и 13 с помощью осей 14 и вертикально подвижная вставка 15, удерживаемая от выпадания ограничителями 16. В углублениях верхней плиты 8 и в отверстиях матрицедержателя 9 размещены подпружиненные толкатели 17 с уступами 18. Для удаления изделия 19, полученного из прутка 20, предусмотрены сбрасыватели 21, выполненные в виде подпружиненных рычагов и размещенные между секциями пуансона.
Штамп работает следующим образом. Пруток 20 с предварительно нагретой в индукторе (не показан) зоной, подлежащей гибке, подается на необходимую длину во втулочный нож 7. При рабочем ходе пресса секция матрицы 10 отрезает заготовку, попадающую в ручей секции 4 пуансона. При дальнейшем опускании верхней плиты 8 полуматрицы 12 и 13, нижние концы которых разведены в стороны под действием уступов 18 толкателей 17, начинают изгибать заготовку на выступе секции 4 пуансона. Вставка 15, выдвинутая в нижнее положение толкателями 17, опирается на заготовку, находящуюся на выступе секции 3 пуансона и по мере смыкания штампа утапливается между полуматрицами 12 и 13, воздействуя на их верхние концы, при этом нижние концы полуматриц сближаются, выполняя гибку заготовки.
В конце хода пресса происходит чеканка изделия 19, обеспечивающая требуемую соосность его концов, при этом полуматрицы 12 и 13 прижаты верхними плоскостями к матрицедержателю таким образом оси 14 разгружены и не воспринимают усилия, возникающие при чеканке.
При обратном ходе пресса толкатели 17 выводят вставку 15 вниз до ограничителей 16 и уступами 18 разворачивают полуматрицы 12 и 13, тем самым выполняя отделение изделия 19 от матрицы. Сбрасыватели 21 отделяют изделие 19 от пуансона и удаляют его из штампа.
Штамп предлагаемой конструкции, за один ход выполняющий гибку и чеканку изделия типаколенчатого вала, позволяет обеспечить повышенную точность изделия и надежность работы за счет наличия у пуансона неподвижного рабочего ручья с неразъемным профилем, разгрузки шарниров гибочных элементов от повышенных усилий путем наличия у поворотных полуматриц опорных поверхностей и исключения дополнительного буферного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2147961C1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для радиального выдавливания | 1982 |
|
SU1038050A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для гибки | 1986 |
|
SU1315079A1 |
Использование: для изготовления деталей типа кривошипных или коленчатых валов. Сущность изобретения: штамп включает матрицу, связанную с верхней плитой через матрицедержатель, а также пуансон и отрезной нож, установленные на нижней плите. Матрица выполнена из поворотных полуматриц 12 и 13 и вертикально подвижной вставки 15, удерживаемой от выпадания ограничителями. В углублениях верхней плиты 8 и в отверстиях матрицедержателя 9 размещены подпружиненные толкатели с уступами. 2 ил.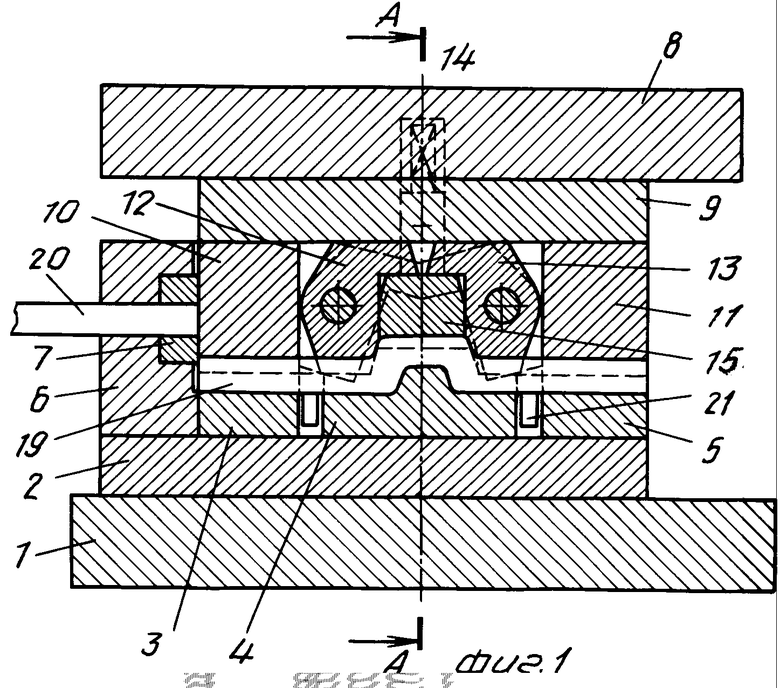
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ, содержащий гибочный пуансон и установленную в отверстии матрицедержателя гибочную матрицу, включающую поворотные полуматрицы, выполненные в виде двуплечих рычагов, на одних плечах которых выполнены формообразующие поверхности, а другие смонтированы с возможностью взаимодействия с подпружиненными толкателями, отличающийся тем, что, с целью повышения точности изделий и надежности, он снабжен узлом отрезки заготовки, полуматрицы выполнены с опорными поверхностями, размещенными с возможностью взаимодействия с дном матрицедержателя, а каждый толкатель выполнен с выступом, размещенным с возможностью взаимодействия с вертикально подвижной вставкой.
