1
Р1зобретение относится к области обработки металлов давлением и может быть использовано для безотходного изготовления гаечных ключей.
Известен сиособ изготовления гаечных ключей, включающий высадку головок ключа с зевом и закрытом нггампе it итам14овку ручки 1.
Однако известный способ трудоемок, так как предусматривает больнюе количеспк) технологических переходов и, кроме того, ои )ie дает возможности использовать в качестве неходного материала прокат большого диаметра, а это иозволяет сократить высаживаемую длину на заготовке.
Цель изобретения - снижение трудоемкости изготовления ключей за счет сокращения числа переходов, а также обеспечение возможности использования в качестве исходного материала проката большого диаметра для уменьшения высаживаемых длин.
Для этого высадку головок и штамповку ручки производят одновременно, осуществляя нри этом растяжение средней части заготовки.
На фиг. 1 изображено устройство для peaлизации предлагаемого способа; на фиг. 2 - то же, вид сверху; ,иа фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. I.
Заготовку 1 помещают в рабочее проетранство устройства. После этого рабочие элементы 2 и 3 устройства смыкают и осуществляют двустороннюю высадку пуансонами 4 головок ключа в закрытой полости, одновременно смыкают рабочие элементы 5 и 6 в области средней части заготовки, которые осуществляют итамповку профиля ручкн ключа с одиоlipoMeinibiM растяжсннс г заготовки.
Растяжение осунк-стнля..;тся с номоии ю взанмодейстння клшювых rioii(pxHocTeii рабочих э.1еме1Г1ов 5 и 6 и 2 и 3.
Формула изобретен и я
Способ изготовле ия гаечных ключей, включающий высадку головок ключа с зевом в закрытом штампе и штамповку рлчки, отличающийся тем, что, с целью снижения трудоемкости их изготовления за счет сокращения числа переходов, а также обеспеченпя возможности использования в качестве исходного материала проката большего диаметра для умепьщепия высаживаемых длпп, высадку головок и штамповку ручки ироизводят одновременно, осуществляя при этом растяжение средней части заготовки.
Источники информации, ирииятые во внимание при эксиертизе
1. Авторское свидетельство СССР №564083 кл. В 21 5/16, 1977.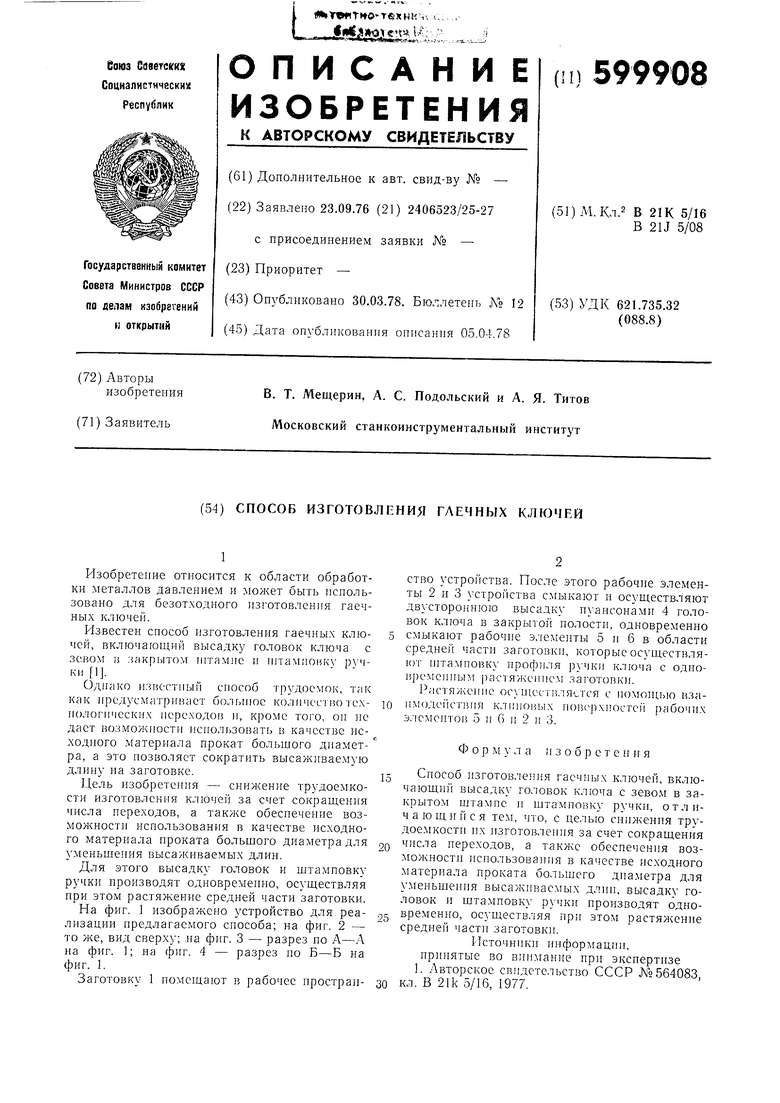
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гаечных ключей | 1975 |
|
SU564083A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ГАЕЧНОГО КЛЮЧА КОЛЬЦЕВОГО ТИПА И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2204458C2 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2781826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2784307C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2781825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| ГАЕЧНЫЙ КЛЮЧ, ШТАМП ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГАЕЧНОГО КЛЮЧА | 1997 |
|
RU2114727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
АА noSeffhymo
Йг/е. 3
f 5 / oSe/ w/fno
;
.
-ш
.
