вок и ручки ключа. После этого распрямляют заготовку до плоскости ручки и производят штамповку полученной таким образом заготовки до требуемых размеров и профиля сечений ключа. При высадке отогнутых концов по второму варианту производят отрезку мерной заготовки от прутка, затем выполняют П-образную гибку заготовки; далее осуществляют высадку отогнутых концов заготовки в закрытом штампе в плоскости оси средней ее части; после этого распрямляют заготовку и разворачивают высаженные головки в их плоскости до углов, каждый из которых соответствует углу между осями зева головок и ручки ключа, затем производят штамповку полученной таким образом заготовки до требуемых размеров и профиля сечеНИИ ключа. При высадке отогнутых концов по третьему варианту производят отрезку мерной заготовки от прутка; затем производят П-образную гибку заготовки; далее осуществляют высадку отогнутых концов заготовки в закрытом штампе в плоскости, перпендикулярной оси средней ее части; после этого разворачивают высаженные головки относительно одна другой в их плоскости на угол, равный сумме углов между осями зева головок и ручки ключа, а затем распрямляют заготовку и производят штамповку полученной таким образом заготовки до требуемых размеров и профиля сечений ключа. Формула изобретения 1. Способ изготовления гаечных ключей, включающий отрезку заготовки от прутка, высадку плоских утолщений на ее концах, штамповку головок ключа, имеющих зев, и последующую калибровку ручки, отличающийся тем, что, с целью исключения отхода металла в облой и снижения трудоемкости изготовления, перед высадкой плоских утолщений заготовке придают гибкую П-образную форму, а высадку отогнутых ее концов выполняют в закрытом штампе. 2.Способ по п. 1, отличающийся тем, что высадку отогнутых концов заготовки осуществляют в плоскостях, развернутых относительно оси средней ее части на угол, равный углу между осями зева головок и ручки ключа, с последующим распрямлением заготовки до плоскости ручки. 3.Способ по п. 1, отличающейся тем, что высадку отогнутых концов заготовки осуществляют в плоскости оси средней ее части с последующим распрямлением заготовки и разворотом высаженных гОловок в их плоскостях до углов, каждый из которых соответствует углу между осями зева головок и ручки ключа. 4.Способ по п. 1, отличающийся тем, что высадку отогнутых концов заготовки осуществляют в плоскости, перпендикулярной оси средней ее части, с последующим разворотом высаженных головок относительно одна другой в их плоскости на угол, равный сумме углов между осями зева головок и ручки ключа, и распрямлением заготовки. Источники информации, принятые во внимание при экспертизе: 1. Патент ГДР № 107866, кл. 7Н, 5/16, 1975 г.
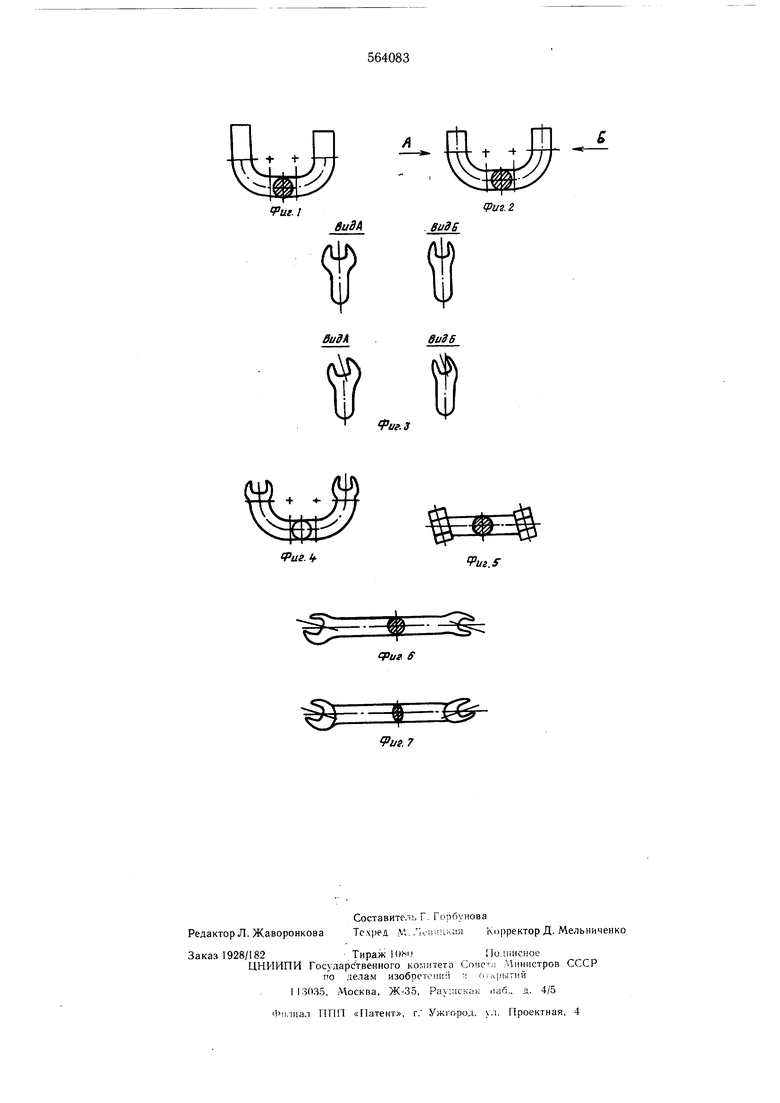
сриг.1
виЗА.виде
Риг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гаечных ключей | 1976 |
|
SU599908A1 |
| Способ штамповки поковок шатунов | 1983 |
|
SU1201035A1 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2781826C1 |
| ГАЕЧНЫЙ КЛЮЧ, ШТАМП ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГАЕЧНОГО КЛЮЧА | 1997 |
|
RU2114727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2246389C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ГАЕЧНОГО КЛЮЧА КОЛЬЦЕВОГО ТИПА И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2204458C2 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2784309C1 |
:
