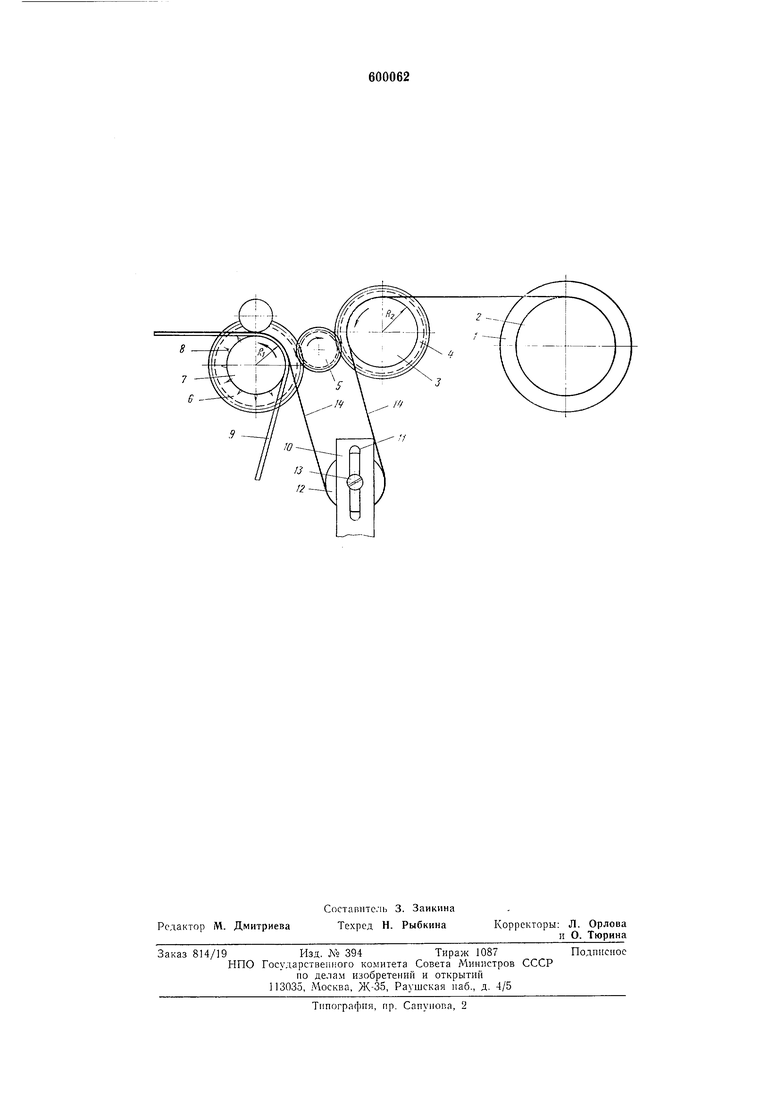
При размотке липкая лента 2 огибает ролик 12, образуя петлю 14.
От двигателя вращательное движение передается на шестерню 6 с приемным валиком 7 и через зубчатую передачу 6, 5 и 4 передается подающему валику 3, причем угловые скорости вращения ш валиков 3 и 7 одинаковы, так как передаточное отношение между валиками равно единице.
Во время работы липкая лента 2 сматывается с катушки 1 подающим валиком 3. При этом происходит растяжение ленты 2.
Липкая лента 2 контактирует с валиком 3 липким слоем. После валика 3 лента 2 огибает компенсирующий ролик 12, контактируя с последним иелипкой стороной. При этом лента 2 отрывается от валика 3, образуя при переходе на валик 7 петлю 14. За время прохождения петли растянутая лента 2 сжимается и восстанавливает свою первоначальную длину и в таком виде поступает на приемный валик 7 и далее на автомат, выдавливающий из липкой ленты контактные площадки.
Для устранения растяжения при размотке липкой ленты должны быть выдержаны в определенном соотношении диаметры приемного и подаюшего валиков и скорости транспортирования ленты.
Обозначая через /i первоначальную, восстановленную длину ленты и через /2 длину растянутой ленты 2, проходящей через подающий валик 3, можем отметить, что за определенпый промежуток времени t образуется разница в длинах, что можно выразить в виде следующей формулы
, - , 1,- 1,
откуда
а - -
Mt
i. v,.t,
где Vi - линейная скорость приемного валика
I/. «/. отсюда /1 ./,
а юг
RI
следовательно
R.R + R,-, где чk
относительное удлинение ленты обозначим а/ и получаем
R. . или Dj, D, + D,L
Таким образом получаем, что для соблюдения устранения растяжения при размотке липкой ленты диаметр D подающего валика 3 должен быть больше диаметра DI приемного валика 7 на величину, соответствующую произведению диаметра Z)i на величину относительного растяжения 0/ ленты.
Перемножая обе части предыдущей формулы на угловую скорость со вращения валиков 3 и 7 получаем
(0, }- (
ИЛИ- „
I/, I/, + У,о1,
Таким образом, линейная скорость Vz траиспортирования ленты 2 подающим валиком 3 должна быть больше линейной скорости V транспортирования приемным валиком 7 на величину, соответствуюшую произведению линейной скорости У приемного валика 7 на величину относительного растяжения al ленты, а длину петли 14 поддерживают не меньше величины, соответствующей произведению угловой скорости приемного валика на его радиус и время восстановления растянутой
ленты.
Время восстановления растянутой ленты определяют опытным путем, регулируя изменение длины петли путем перемещения оси 13 компенсирующего ролика 12 в пазу 11 фиксатора 10.
Формула изобретения
1. Способ размотки ленты путем транспортирования ее подающим и приемным валиками с образованием петли между «ими с помощью компенсирующего ролика, отличающийся тем, что, с целью устранения растяжения при размотке липкой ленты, линейная скорость транспортирования ленты подающим валиком больше линейной скорости транспортирования приемным валиком на величину, соответствующую произведению линейной скорости приемного валика на величину относительного растяжения ленты, а длину петли поддерживают не меньше величины, соответствующей произведению угловой скорости приемного валика на его радиус и время восстановления растянутой ленты.
2.Устройство для размотки ленты по п. 1, содержащее подающий и приемный валики, компенсирующий ролик и держатель питающей катушки с лентой, отличающееся
тем, что, подающий и приемный валики кинематически связаны с помощью зубчатой передачи, а диаметр подающего валика больше диаметра приемного валика на величину, соответствующую произведению диаметра приемкого валика на величину относительного растяжения ленты.
3.Устройство по п. 2, отличающееся тем, что оно имеет регулируемый фиксатор для компенсирующего ролика.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 387909, кл. В 65Н 23/16, 1967.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размотки ленты | 1980 |
|
SU929524A2 |
| Устройство для размотки липкой ленты | 1984 |
|
SU1219513A1 |
| Устройство для выдачи клейкой ленты | 1979 |
|
SU986844A1 |
| Устройство для размотки рулонных липких материалов | 1980 |
|
SU878704A1 |
| СОСТАВ ДЛЯ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОЛИИМИДНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОСТАВА НА ПОЛИИМИДНУЮ ПЛЕНКУ | 2011 |
|
RU2503691C2 |
| Устройство для размотки рулонных липких материалов | 1987 |
|
SU1430332A1 |
| СПОСОБ НАМОТКИ ЛИСТА ИЗ ГОМОГЕНИЗИРОВАННОГО ТАБАЧНОГО МАТЕРИАЛА В РУЛОН | 2017 |
|
RU2695824C1 |
| Устройство для отделки текстильных лент | 1972 |
|
SU478902A1 |
| Устройство для непрерывной подачи ленточного материала | 1987 |
|
SU1618713A1 |
| Устройство для укладки изделий | 1989 |
|
SU1646949A1 |