--.-TifffT-TjW
t ., , a-. . .s-j «d|3gl
-«Mw -I vdiWBHwrf-
роликами, взаимодействующими с двуплечим рычагом, установленным -на иодвижиом штоке. Центральный стержень в верхней части может иметь размер, соответствующий размеру междуэлектродного расстояния в ножке ламиы. Профильные рычаги формующего узла могут быть снабжены губками с профилем, иовторяющим профиль верхней части центрального стержня.
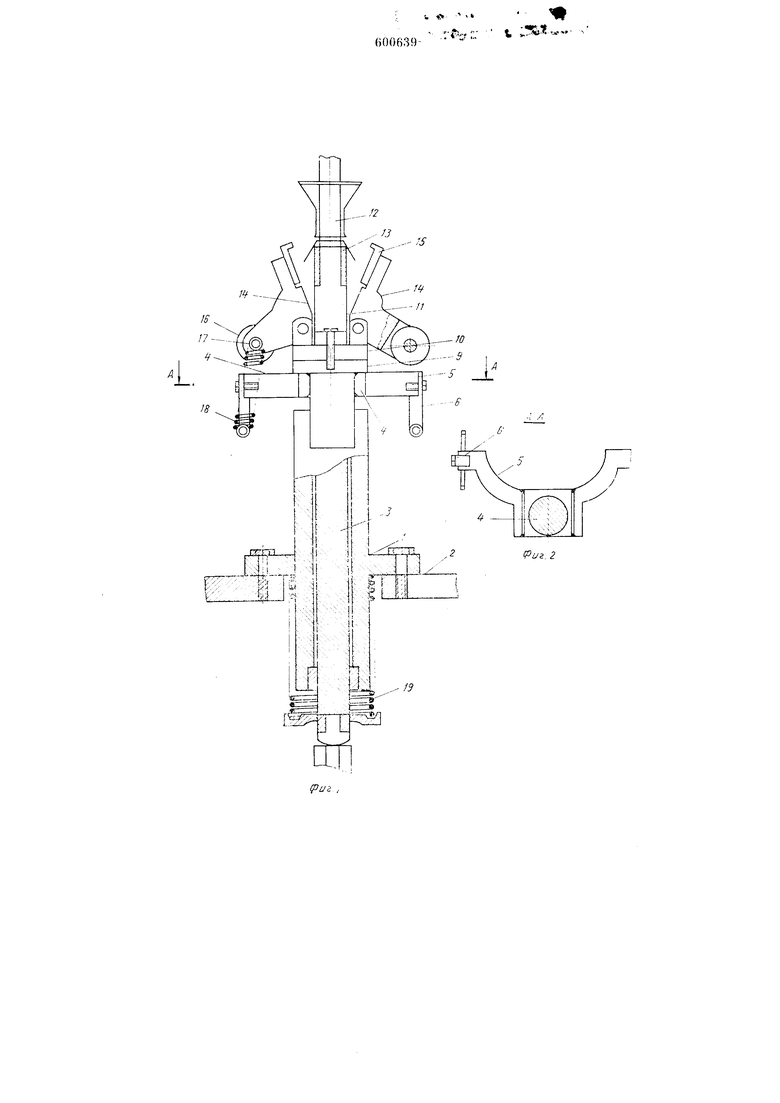
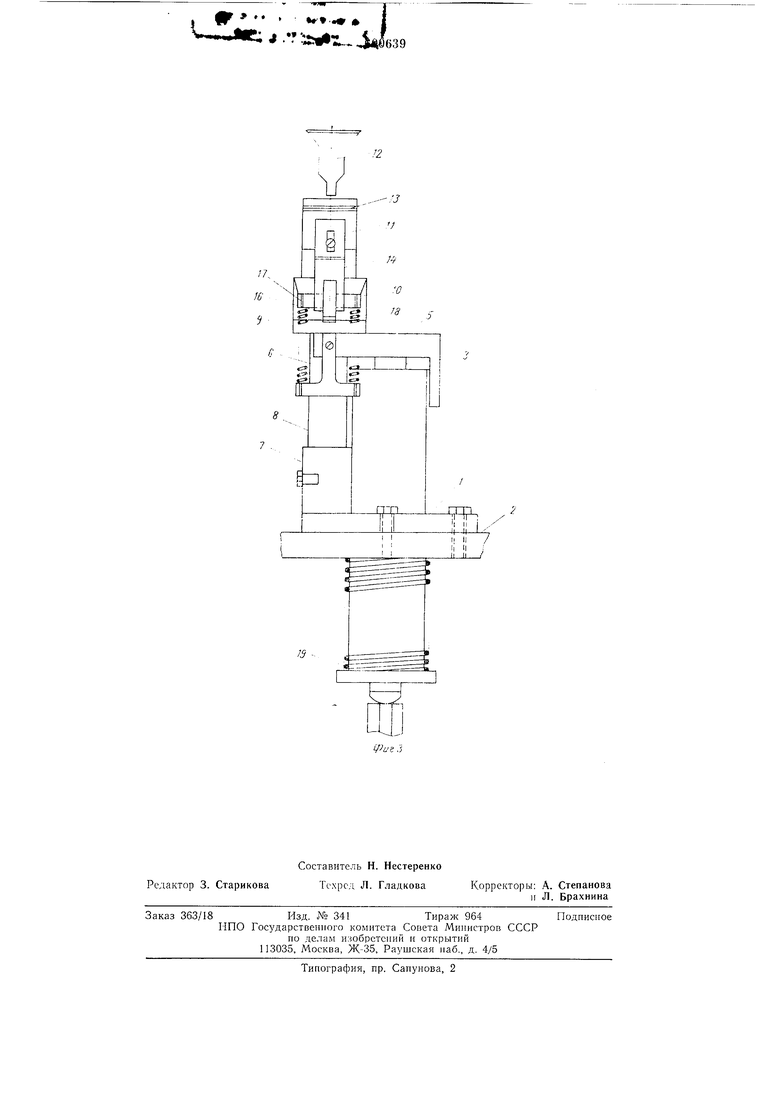
На фиг. 1 ноказаи предложенный механизм; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - механизм, вид сбоку.
Предлагаемый механизм формования электродов включает в себя полый корпус 1, нрикрепленный на плите стола 2. В полом корпусе 1 расположен подвижной щток 3, на котором установлена площадка 4 с двуплечим рычагом о и Т-образными скобками 6.
В приливе 7 корпуса 1 (фиг. 3) укреплен стояк 8, на котором смонтированы круглая площадка 9, кронщтейн 10 и центральный стержень 11, верхняя часть которого выполнена по профилю формовки электродов ножки 12, а на рабочей части его расположены пластины 13 из твердого сплава для увеличения срока службы рабочей части центрального стержня.
В кронштейне 10 шарнирно закреплены фасоиные рычаги 14 с губками 15, имеющими форму выема в верхней части центрального стержня 11, и свободно вращающимися роликами 16 на пальцах 17, к которым подсоединена пружина 18, другой конец которой закреплен на Т-образных скобках 6 двуплечего рычага 5, соединенного с подвижным щтоком 3, подпружиненным пружиной 19.
Устройство работает следующим образом.
От эксцентрикового кулака, установленного на распределительном валу, сообщается движение подвижному штоку 3 с закрепленной на нем площадкой 4 с плечами 5 и Т-образпымн скобками 6.
При движении щтока 3 вверх двуплечий рычаг 5 поднимает ирикасающиеся к нему ролики 16, установленные в нижней части фасонных рычагов 14, с формующими губками 15. При этом рычаги 14 сводятся в верхней своей части, электроды ножки 12 формующими иластинками 13 ирижимаются к верхией части центрального стержня 11, который формует электроды ножки 12, находящейся в позиции монтажнооксидировочного автомата.
придавая электродам форму и ширину развода согласно заданным иараметрам но чертежам.
После окончания процесса формовки фасонные рычаги 14 с Т-образными формующими нластинами 13 оттягиваются пружиной 18 и по мере опускания щтока 3 под действием нружины 19 становятся в исходное ноложение.
В иредлагаемом механизме формования электродов усилие, ирикладываемое к электродам в процессе их формования, направлено к осевой линии ножки, что устраняет брак ножек по причине скола стек.та лопатки и растрескивания стекла по электродам в местах впая их в стекло.
Предлагаемый механизм прост по своей конструкции, легок в изготовлении, не требует много времени на его наладку, ремонт и изготовление. При установке данного узла на монтажио-оксидировочном автомате унрощается конструкция автомата, ликвидируются клещи-захваты на позиции, которые необходимы были для поддержания ножки в позиции при старом механизме формования.
Формула изобретения
1.Механизм для формования электродов ножки люминесцентных ламн, установленный на монтажно-оксидировочном автомате, состоящий из полого кориуса с размещенным в нем подвижным щтоком, стойки, укрепленной на корпусе, и формующего электроды узла, о тличающийся тем, что, с целью повышения надежности работы механизма и улучшения качества ножек люминесцентных ламп, он снабжен смонтированной на стойке опорной пластиной с центральным стержнем и кронштейном, на котором щарнирно закреплен формующий узел, выполненный в виде профильных подпрул ииенных рычагон, снабженных на концах свободно вращающимися роликами, взаимодействующими с двуплечим рычагом, установленным на нодвижном щтоке.
2.Механизм по п. 1, отличающийся тем, что центральный стержень в верхней части имеет размер, соответствующий размеру междуэлектродного расстояния в пожке лампы.
3.Механизм по пп. 1 и 2, о т л и ч а ю щ и йс я тем, что профильные рычаги формующего узла снабжены губка МИ с нрофилем, повторяющим профиль верхией части центрального стержня.
- -
- .r%;:: t 6006,39
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Автомат карусельного типа для монтажа ножек люминесцентных ламп | 1959 |
|
SU123623A2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО НАДЕВАНИЯ ЦОКОЛЕЙ НА КОЛБЫ ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU194959A1 |
| АВТОМАТ ДЛЯ МОНТАЖА ТЕЛА НАКАЛА ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1972 |
|
SU343322A1 |
| Устройство нанесения амальгамообра-зующЕгО МЕТАллА HA НОжКу люМиНЕСцЕНТНОйлАМпы для МОНТАжНО-ОКСидиРОВОчНОгОАВТОМАТА | 1977 |
|
SU817798A1 |
| Устройство для монтажа ножек люминесцентных ламп | 1988 |
|
SU1622911A1 |
| Устройство для вязки арматурных стержней | 1982 |
|
SU1054528A1 |
| Клещи для удержания ножки электрической лампы | 1936 |
|
SU52930A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
w I
к;...б39
I Т.. IK 5W-ty
«s
. IS ZJ .
Сг/5 .
-/3 V
-L-тац
