(54) УСТРОЙСТВО НАНЕСЕНИЯ АМАЛЬГАМООВРАЗУКЖДЕГО
МЕТАЛЛА НА НОЖКУ ЛЮМИНЕСЦЕНТНОЙ ЛАМПЫ ДЛЯ
МОНТАЖНО-ОКСИДИРОВОЧНОГО АВТОМАТА
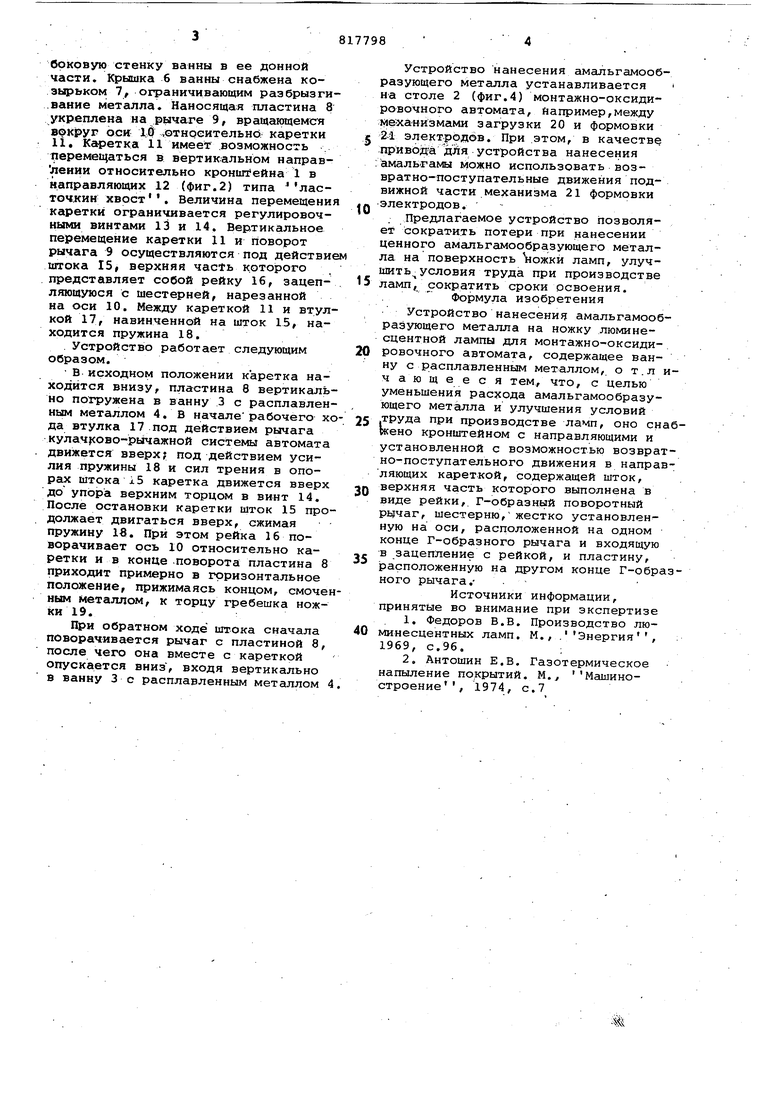
боковую стенку ванны в ее донной части. Крышка б ванны снабжена козырьком 7, ограничивающим раэбрызги.вание металла. Наносящая пластина 8 укреплена на рычаге 9, вращающемся вокруг оси 1,0 .относительно каретки 11. Каретка 11 имеет возможность перемещаться в вертикальном направлении относительно кронип ейна 1 в направляющих 12 (фиг.2) типа ласточкин хвост . Величина перемещения каретки ограничивается регулировочными винтами 13 и 14. Вертикальное перемещение каретки 11 и поворот рычага 9 осуществляются под действие штока 15, верхняя часть которого представляет собой рейку 16, зацепляющуюся с шестерней, нарезанной на оси 10. Между кареткой 11 и втулкой 17, навинченной на шток 15, находится пружина 18.
. Устройство работает следующим образом.
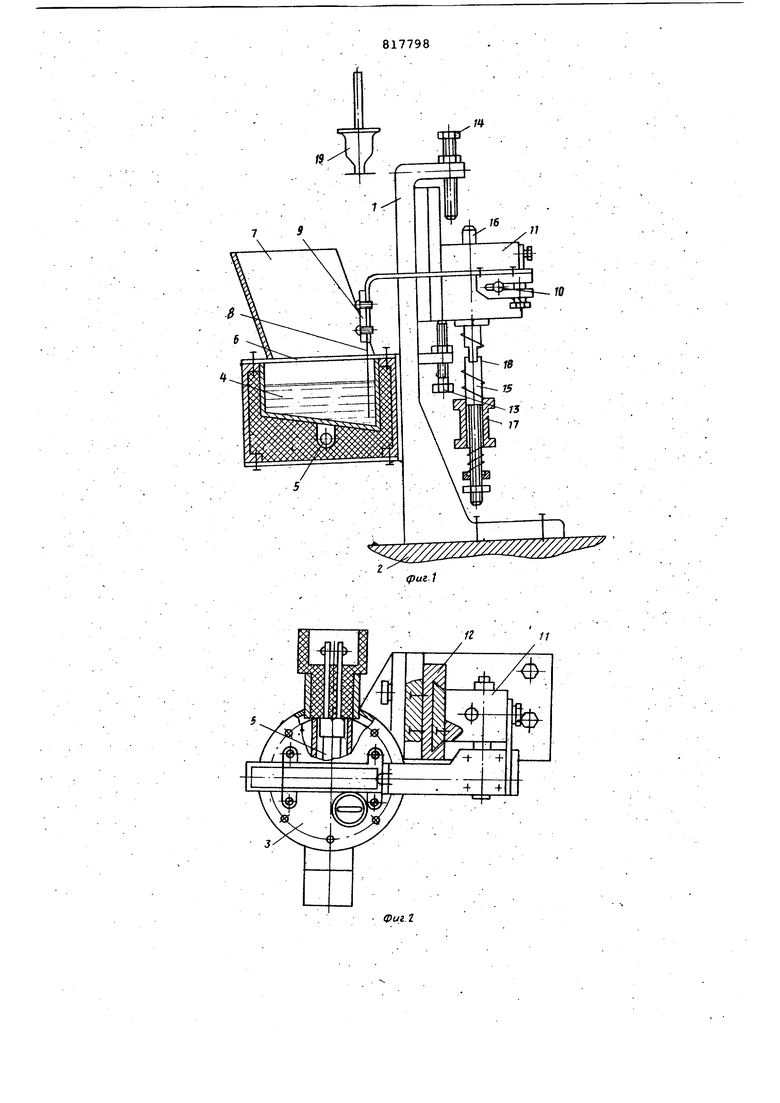
В исходном положении каретка находится внизу, пластина 8 вертикально погружена в ванну 3 с расплавленным металлом 4. В началерабочего хода втулка 17 под действием рычага кулач| ово-р1лчажной системы автомата движется вверх; под действием усилия пружины 18 и сил трения в опорах штока 15 каретка движется вверх до упора верхним торцом в винт 14. После остановки каретки шток 15 продолжает двигаться вверх, сжимая пружину 18. При этом рейка 16 поворачивает ось 10 относительно каретки ив конце поворота пластина 8 приходит примерно в горизонтальное положение, прижимаясь концом, смоченным металлом, к торцу гребешка ножки 19.
При обратном ходе штока сначала поворачивается рычаг с пластиной 8, после чего она вместе с кареткой опускается вниз , входя вертикально в ванну 3с расплавленным металлом 4
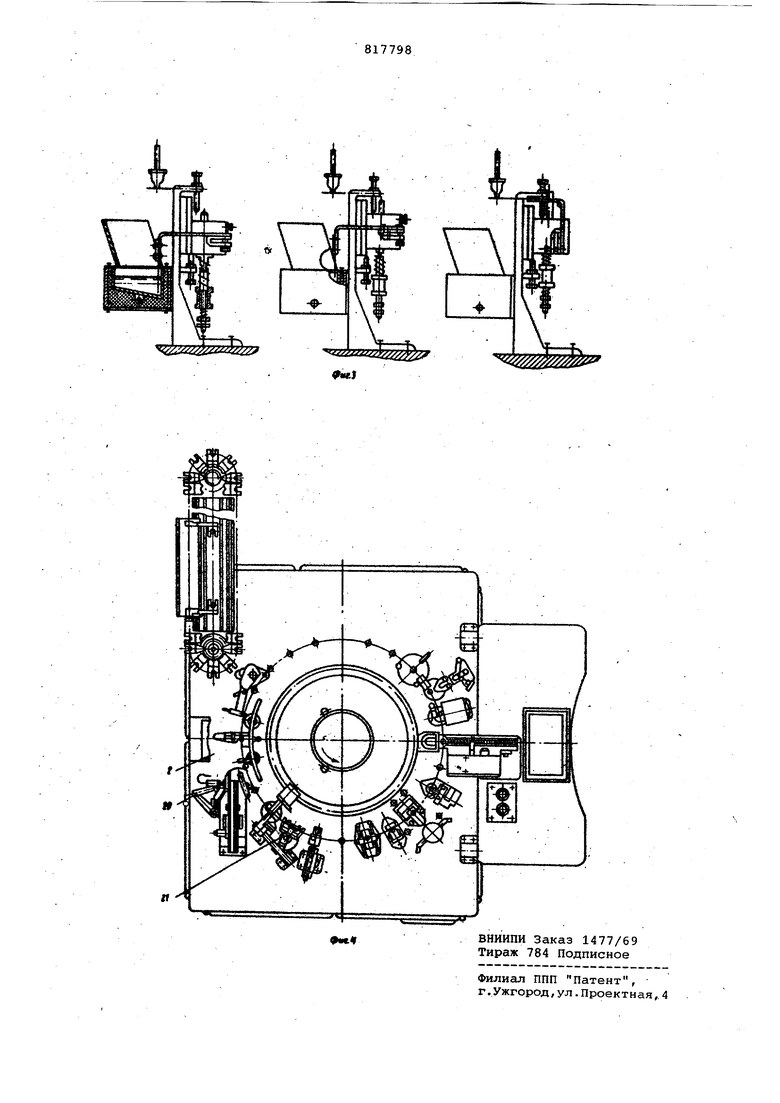
Устройство нанесения амальгамообразующего Металла устанавливается на столе 2 (фиг.4) монтажно-оксидировочного автомата, Например,между механизмами загрузки 20 и формовки 2-1 электродов. При .этом, в качестве привода для устройства нанесения :амальгамы можно использовать возвратно-поступательные движения подвижной части механизма 21 формовки электродов. Предлагаемое устройство позволяет сократить потери при нанесении ценного амальгамообразующего металла на поверхность ножкй ламп, улучшить условия труда при производстве 5 ламп, сократить сроки освоения. Формула изобретения
Устройство нанесени амальгамообраэующего металла на ножку люминесцентной лампы для монтажно-оксидировочного автомата, содержащее ванну с расплавленным металлом, о т.л ич аю щ ее с я тем, что, с целью уменьшения расхода амальгамообразующего металла и улучшения условий .труда при производстве ламп, оно снабйсено кронштейном с направляющими и установленной с возможностью возвратно-поступательного движения в направляющих кареткой, содержащей шток, верхняя часть которого выполнена в виде рейки,. Г-образный поворотный рычаг, шестерню, жестко установленную на оси, расположенной на одном конце Г-образного рычага и входящую в зацепление с рейкой, и пластину, расположенную на другом конце Г-образного рычага.- . Источники информации, принятые во внимание при экспертизе
1.Федоров В.В. Производство люминесцентных ламп. М., .Энергия, : 1969, с.96.;
2.Автошин Е.В. Газотермическое напыление покрытий. М.., Машиностроение, 1974, с.7
W
JO
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для формования электродов ножки люминесцентных ламп | 1976 |
|
SU600639A1 |
| АМАЛЬГАМНАЯ ЛЮМИНЕСЦЕНТНАЯ ЛАМПА | 2015 |
|
RU2608348C1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ УСИЛИТЕЛЯ К ПЛОСКОМУ ЛИСТУ | 2024 |
|
RU2834726C1 |
| Автомат для сборки ножек электрических ламп | 1972 |
|
SU526971A1 |
| Устройство для монтажа ножек люминесцентных ламп | 1988 |
|
SU1622911A1 |
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Автомат для монтажа ножек электровакуумных приборов | 1972 |
|
SU527772A1 |
| Автомат для монтажа спиралей ламп накаливания | 1982 |
|
SU1095274A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
П
П
