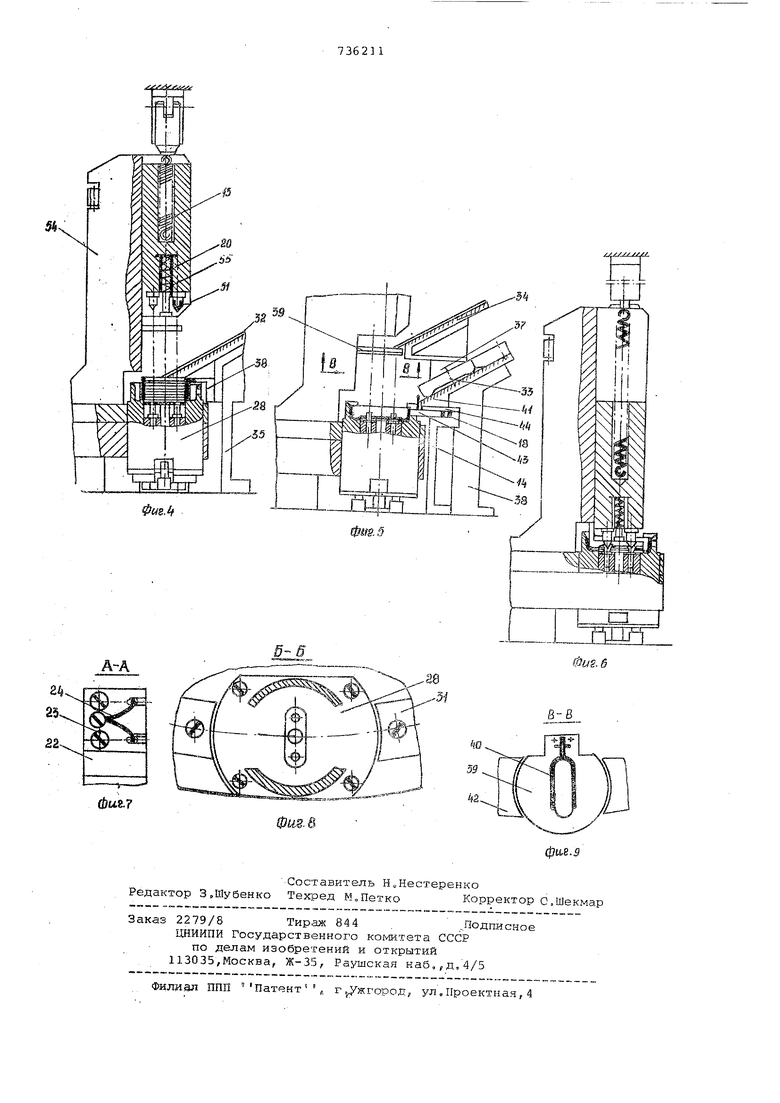
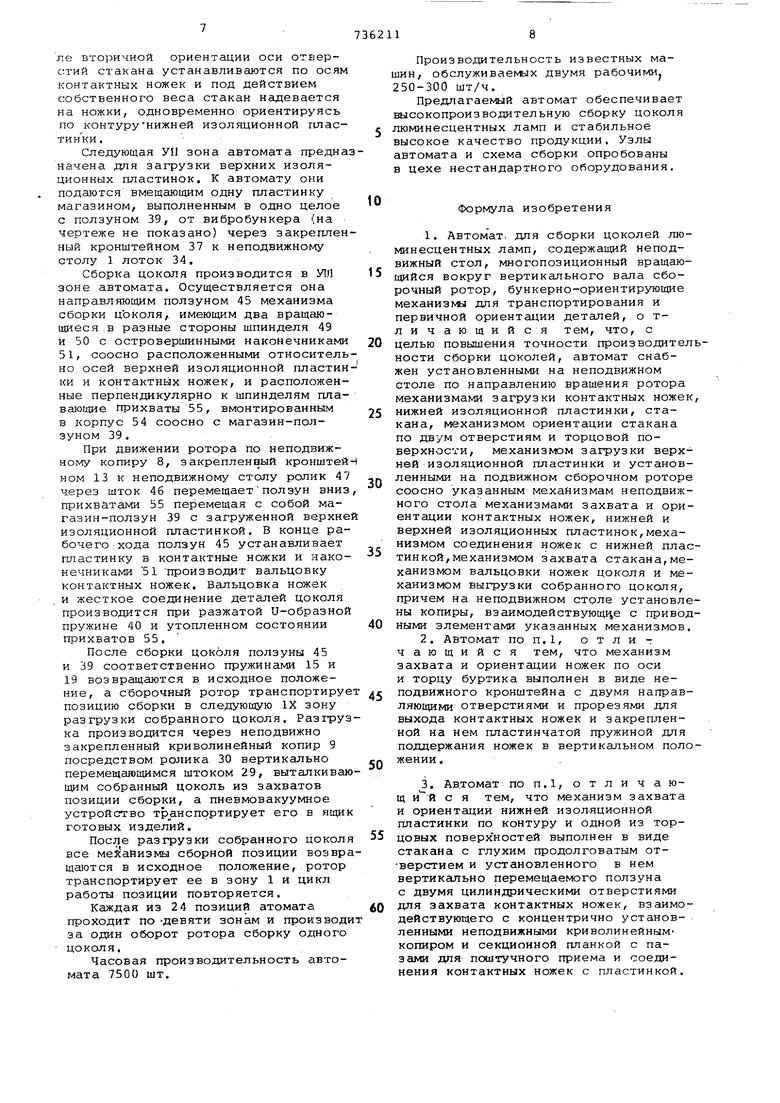
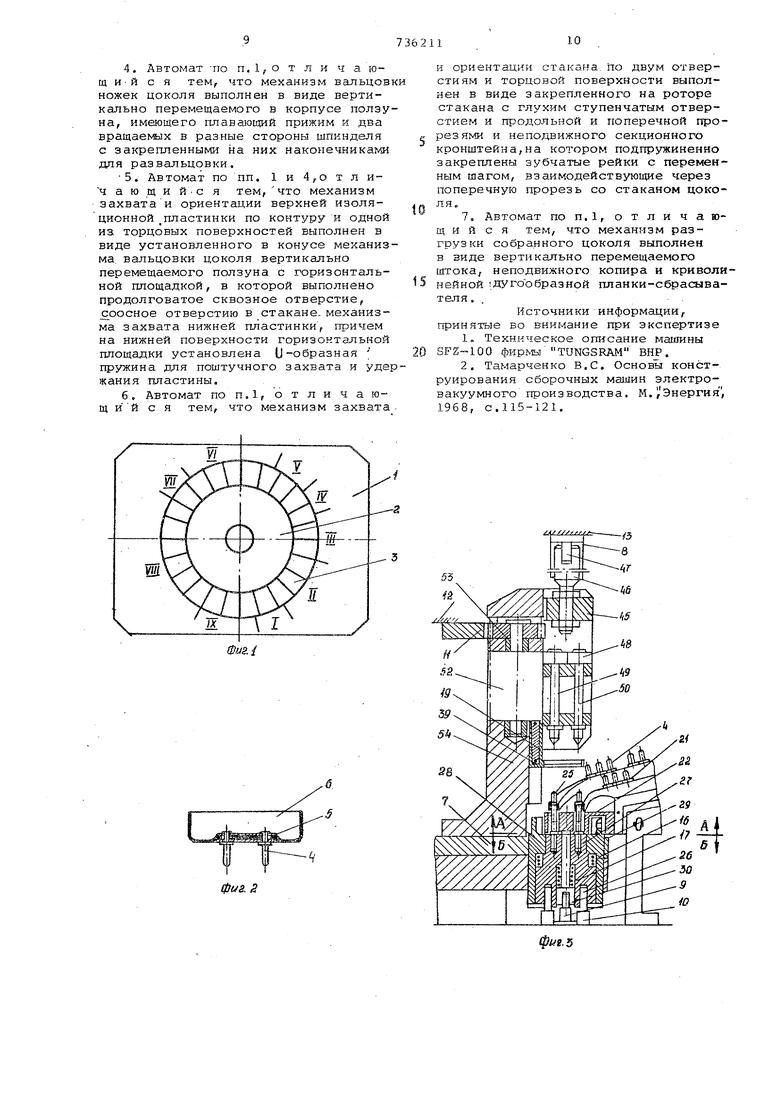
вата и ориентации контактных ножек, нижней и верхней изоляционных пласти нок, механизмом соединения ножек с нижней пластинкой, механиэлюм захват стакана, механизмом вальцовки ножек цоколя и механизмом выгрузки собранного цоколя, причем на неподвижном столе установлены копиры, взаимодействуюцще с приводными элементами указанных механизмов. Механизм захвата и ориентации ножек по оси и торцу буртика может быть выполнен в виде неподвижного кронштейна с двумя направляющими отверстиями и прорезями для выхода контактных ножек и закрепленной на нем пластинчатой пружиной для ;поя)зе жйния ножек в вертикальном положении , Механизм- захвата и ориентации ниж ней изоляционной пластинки по контуру и одной из торцовых поверхностей уюжет быть выполнен в виде стакана С: глухим продолговатым отверстием и установленного в нем вертикально пе рймещаемого ползуна с двумя цилин :j ичecкими отверстиями для захвата контактных ножек, взаимодействующего с концентрично установленными неподв нЫми криволинейным, копиром и секцио ной планкой с пазами для поштучного приема и соединения контактных ноже о пластинкой, Ме санизм вальцовки ножек цоколя может быть выполнен JB виде вертикал но перемещаемого в корпусе ползуна, имеющего плавающий прижим и два вра в разные стороны шпиндетш с закрепленными на них наконечникам для развальцовки. Механизм захвата и ориентации верхней изоляционной пластинки по контуру и одной из торцовых поверхностей может быть выполнен в виде у тановленного в корпусе механизма вальцовки цоколя вертикально перемещаемого ползуна с горизонтальной площадкой, в которой выполнено продолговатое сквозное отверстие,соосноеотверстию в.стакане механизма захвата нижней пластинки, причем на нижней поверхности горизонтальной площадки установлена U-образная пру жива для Iпоштучного захвата и удержания пластины. Механизм захвата и ориентации ст кана ПО двум отверстиям и торцовой поверхности может быть выполнен в йиде закрепленного в роторе стакана с глухим ступенчатым отверстием и продольной и поперечной прорезями и неподвижного секционного кронштейна на котором подпружиненно закреплены зубчатые рейки с переменным шагом, взаимодействующие через поперечную прорезь со стаканом цоколя. Механизм разгрузки собранного цо коля может быть выполнен в виде вер ;тикаяьно перемещаемого штока,, неподвижного копира и криволинейной дугообразной планки-сбрасывателя. На фиг.1 схематически изображены сборочный ротор и неподвижный стол с механизмами сборки и зонами расположения целевых механизмов автомата; на фиг,2 - цоколь люминесцентной лампы после сборки; на фиг,3-6 - рабочая зона и целевые механизг л автомата при выполнении различных технологических операций сборки, вид сбоку; на фиг.7 - вид механизма поштучной выдачи и поддержания контактных ножек в вертикальном положении,разрез А-Д на фиг.З; на - план зоны сборки автомата, разрез Б-Б на фиг.З; на фиг.9 - вид механизма загрузки и выдачи верхней изоляционной пластинки., разрез В-В на фиг.З, Неподвижный стол 1 составляет станину автомата, в которой вмонтированы главный привод, электрооборудование и вращаюЕцийся сборочный ротор 2 с позициями 3 сборки цоколя люминесцентной лампы, состоящего из контактных ножек 4, изоляционных пластинок 5, стакана 6, Механизг ы сборкт-:, ориентации и поштучной выдачи деталей собраны на плите 7 и соединены между собой и установлены на роторе 2 сборки. Механизмы сборочной позиции и ориентации стакана по двум отверстиям и торцовой поверхности получают движение от вращающегося ротора 2 через неподвижные копиры 8,9 и 10 и солнечное зубчатое колесо 11, закрепленное в разных зонах неподвижного стола 1; непосредственно и кронштейнами 12,13 и 14. Возврат механизмов в исходное положение производится пружинами 15,16,17,18,19 и 20, Механизм захвата и ориентации контактных ножек, состоящий из спаренного вибролотка 21, направляющего кронштейна 22, пластинки 23 и пружины 24, закреплен к неподвижному столу 1 строго по осям отверстий механизма захвата, закрепленного на вращающемся роторе Захват контактных ножек 25 производится через ролик 26 вертикально перемещающимся ползуном 27, вместе со втулк зй 28, штоком 29 и роликом 30, составЛЯЮ1ЦИМ также механизм захвата нижней изоляционной пластинки и стакана. Криволинейные пластинки 31 вместе с торцовыми поверхностями втулок 28 и ползунов 27 для поштучной выдачи ножек и нижней изоляционной пластинки. Наклонные вибролотки 32,33 и 34, кронштейнами 35,36 и 37 закрепленные к неподвижному столу, магазин 38, ползун 39 с : 1-образной пружиной 40 предназначены для подачи нижней и верхней изоляционных пластинок и стакана в зону сборки автомата, Криволинейные планки 40 и 4 служат для поштучной выдачи стакана и верх пластинки. Дугообразные плавающие зубчатые рейки 43 и штанка 44 с пла тинчатыми пружинами 18 предназначен для ориентации стакана по двум отве стиям. Механизм вальцовки цоколя,состоя щий из вертикально перемещающегося ползуна 45, имеющего регулируемый шток 46 с роликом 47, и два, через зубчатые колеса 48, вращаюгдиеся в разные стороны шпиндели 49 и 50 с островершинными для вальцовки ножек наконечниками 51, соосно расположен ными относительно осей отверстий захвата контактных ножек, зубчатых колес 52 и 53, передаюидах вращатель ное движение сборочного ротора шпин .Механизм вмонтирован в корпус 5 и плитой 47 закреплен на сборочном роторе. Криволинейный копир 9, шток 29 с роликом 30 выполняют также функцию выталкивателя собранного цоколя, разгружаемого пневмовакуумным устройством. Исполнительные элементы всех целевых механизмов автомата, установленных на вращающемся роторе и неподвижном столе при выполнении опер ций сборки строго ориентируется. Автомат производит следующие one рации сборки: двойная ориентация, загрузка и поштучная выдача к.он,тактных ножек, загрузка, ориентация и поштучная выдача нижней изоляционной пластинки, надевание нижней пластинки на контактные, ножки, загрузка, двойная ориентация, поштучная выдача и установка стакан на пластинку и контактные ножки, за грузка, ориентация и поштучная выдача верхней изоляционной пластинки сборки цоколя и разгрузка собранног цоколя. Для осуществления этих операций на автомате имеются девять зон, каж дая из которых состоит из установле ных на неподвижном столе 1 и на сбо рочном роторе 2 в разных по высоте плоскостях целевых механизмов соответствующих назначений, Цикл работы автомата начинается с одновременной загрузки двух контактных ножек в зоне 1. В рабочую зону автомата они в дважды ориентированном состоянии подаются вибробу кером (на чертежах не показано) чер спаренный лоток 21 и направляющий кронштейн 22. Вертикальное положение ножек под держивается отверстиями кронштейна 22 и пружиной 24, вмонтированной в пластину 23. Поштучная загрузка кон тактных ножек осуществляется под собственным весом в моменты, когда оси захватных отверстий ползуна 27 и направляющих отверстий кронштейна 22 совпадают, а торец, поднятый через ролик 2 и копир 10, ползуна находится на уровне отверстия втулки 28 и верхних плоскостей планок 31, Контактные ножки освобождаются от неподвижного кронштейна движением ротора через прорези направляюш 1х отверстий разжатием пружины 24, затем во U зоне автомата ползун с ножками пружиной 16 перемещается вниз, а шток 29 через ролик 30 и копир 9 пружиной 17 занимает положение поштучного приема изоляционной пластинки и позиция сборки в таком виде ротор о м транспортируется в Ы- зону, где производится загрузка нижней изоляционной пластинки. Загрузка пластинок, поданных в магазин-накопитель 38 вибробункером (на чертеже не показано) через лоток 32 в ориентированном по контуру и одной из торцовой поверхности положения, осуществляется под собственным весом в моменты, когда контур продолговатых отверстий втулки 28 и магазина-накопителя 38 совпадают, затем позиция сборки ротором Перемещается в 1У зону автомата, зону установки контактных ножек в нижнюю изоляционную пластинку. Установка ножек в пластинку производится перемещением ползуна 27 вверх, когда последний перемещается под неподвижной криволиней-, ной планкой (на чертеже не показано), закрепленной к кронштейну 35, После выхода нижней пластинки из-под планки ползун продолжает перемещение вверх и копиром 10 устанавливает ее в фиксированное положение так, чтобы нижний торец находился в плоскости дна отверстия втулки 28 - захватного элемента стакана. В следующей V зоне автомата производится загрузка стакана. В рабочую зону они подаются торцами вниз в ориентированном положении вибробункером (на чертеже не показано) через закрепленный кронштейн 36 к неподвижному столу 1 лоток 33. Загрузка и поштучный захват стакана осуществляется глухим отверстием с качательной прорезью втулки 28 и сборочный ротор перемещается в У1 зону - зону вторичной ориентации стакана. Вторичная ориентация - ориентация по двум отверстиям производится механизмом, закрепленным на неподвижном столе 1. При вращении ротора 2 стаканы приводятся в контакт с подпружиненными плавающим - дугообразными рейками 43 переменного шага и получа-, ют дискретное вращательное движение, с различными угловыми перемещениями, нeoбxoди ыми для гарантированной ориентации стакана по двум отверстиям Горизонтальное положение стакана поддерживается вершинами контактных ножек и неподвижной планкой 44, После вторичной ориентации оси отверстий стакана устанавливаются по осям контактных ножек и под действием собственного веса стакан надеваегтся на ножки, одновременно ориентируясь по контуру нижней изоляционной пластинки.
Следующая УП зона автомата пг еднаначена для загрузки верхних изоляционных пластинок. К автомату они подаются вмещающим одну пластинку магазином, выполненным в одно целое с ползуном 39, от вибробункера (на чертеже не показано) через закрепленный кронштейном 37 к неподвижному столу 1 лоток 34,
Сборка цоколя производится в У1.Ч зоне автомата. Осуществляется она направляющим ползуном 45 механизма сборки цоколя,, имеющим два вращающиеся в разные стороны щпинделя 49 и 50 с островершинными наконечниками 51, соосно расположенными относительно, осей верхней изоляционной пластинки и контактных ножек, и расположенные перпендикулярно к шпинделям плаваюЕцие прихваты 55, вмонтированным В корпус 54 соосно с магазин-ползуном 39.
При движении ротора по неподвижному копиру 8, закрепленный кронштей ном 13 к неподвижному столу ролик 47 через шток 46 перемещаетползун вниз прихватами 55 перемещая с собой магазин-ползун 39 с загруженной верхне изоляционной пластинкой. В конце рабочего хода ползун 45 устанавливает пластинку в контактные ножки и наконечниками 51 производит вальцовку контактных ножек. Вальцовка ножек и жесткое соединение деталей цоколя производится при разжатой U-образной пружине 40 и утопленном состоянии прихватов 55.
После сборки цоколя ползуны 45 и 39 соответственно пружинами 15 и 19 возвращаются в исходное положение, а сборочный ротор транспортируе позицию сборки в следующую IX зону разгрузки собранного цоколя. Разгрузка производится через неподвижно закрепленный криволинейный копир 9 посредством ролика 30 вертикально перемещающимся штоком 29, выталкивающим собранный цоколь из захватов позиции сборки, а пневмовакуумное устройство тр анспортирует его в ящик готовых изделий.
разгрузки собранного цоколя все механизмы сборной позиции возвращаются в исходное положение, ротор транспортирует ее в зону 1 и цикл работы позиции повторяется.
Каждая из 24 позиций атомата проходит по-девяти зонам и производи за один оборот ротора сборку одного цоколя.
Часовая производительность гштомата 7500 шт.
Производительность известных машин, обслуживаемых двумя рабочими 250-300 шт/ч.
Предлагаемый автомат обеспечивает высокопроизводительную сборку цоколя люминесцентных ламп и стабильное высокое качество продукции. Узлы автомата и схема сборки опробованы в цехе нестандартного оборудования.
Формула изобретения
1. Автомат, для сборки цоколей люминесцентных ламп, содержащий неподвижный стол, многопозиционный вращающийся вокруг вертикального вала сборочный ротор, бункерно-ориентирующие механизмы для транспортирования и первичной ориентации деталей, о тли чающийся тем, что, с целью повышения точности производителности сборки цоколей, автомат снабжен установленными на неподвижном столе по направлению вращения ротора механизмами загрузки контактных ножек нижней изоляционной пластинки, стакана, механизмом ориентации стакана по двум отверстиям и торцовой поверхности, механизмом загрузки верхней изоляционной пластинки и установленными на подвижном сборочном роторе соосно указанным механизмам неподвижного стола механизмами захвата и ориентации контактных ножек, нижней и верхней изоляционных пластинок,механизмом соединения ножек с нижней пластинкой,механизмом захвата стакана,механизмом вальцовки ножек цоколя и механизмом выгрузки собранного цоколя, причем на неподвижном столе установлены копиры, взаимодействующее с приводными элементами указанных механизмов,
2.Автомат ПОП.1, отли-т чающийся тем, что механизм захвата и ориентации ножек по оси
и торцу буртика выполнен в виде неподвижного кронштейна с двумя направляющими отверстиями и прорезями для выхода контактных ножек и закрепленной на нем пластинчатой пружиной для поддержания ножек в вертикальном положении .
3.Автомат-по п.1, о тли ч а ющ с я тем, что механизм захвата и ориентЕщии нижней изоляционной пластинки по контуру и одной из торцовых поверхностей выполнен в виде стакана с глухим продолговатым от-верстнем и установленного в нем вертикально перемещаемого ползуна
с двумя цилиндрическими отверстиями для захвата контактных ножек, взаимодействующего с концентрично установленными неподвижными криволинейным копиром и секционной планкой с пазами для поштучного приема и соединения контактных ножек с пластинкой.
4. Автомат -по п.1,о т л и ч а гоад и-и с я тем, что механизм вальцовк ножек цоколя выполнен в виде вертикально перемещаемого в корпусе ползуна, имеющего плаваю1ций прижим и два вращаемых в разные стороны шпинделя с закрепленными на них наконечникагли для развальцовки.
5. Автомат по пп, 1 и 4,о т л ич а ю щ и и с я тем,что механизм захватаи ориентации верхней изоляционной пластинки по контуру и одной иа торцовых поверхностей выполнен в виде установленного в конусе механизма, вальцовки цоколя вертикально перемещаемого ползуна с горизонтальной площадкой, в которой выполнено продолговатое сквозное отверстие, соосное отверстию в стакане- механизма захвата нижней пластинкиf причем на нижней поверхности горизонтальной площадки установлена U-образная пружина для поштучного захвата и удержания пластины,
б. Автомат по п,1, о т л и ч а ющ ий с я тем, что механизм захвата и ориентации ста.ка.на. по двум отверстиям и торцовой поверхности выполнен в виде закрепленного на роторе стакана с глухим ступенчатым отверстием и продольной и поперечной прорезями и неподвижного секционного кронштейна,на котором подпружиненно закреплены зубчатые рейки с переменным шагом, взаимодействующие через поперечную прорезь со стаканом цоколя.
7, Автомат по п.1, о т ли ч а ющ и и с я тем, что механизм разгрузки собранного цоколя выполнен в виде вертикально перемещаемого щтока, неподвижного копира и криволи5нейной дугообразной планки-сбрасывателя.
Источники информации, принятые во внимание при экспертизе
1,Техническое описание машины SFZ-lOO TUNGSRAM ВНР.
0
2.Тамарченко B.C. Основы конструирования сборочных машин электроМ.,Энергия,
вакуумного производства, 1968, с.115-121.
Физ. i
фиг. 8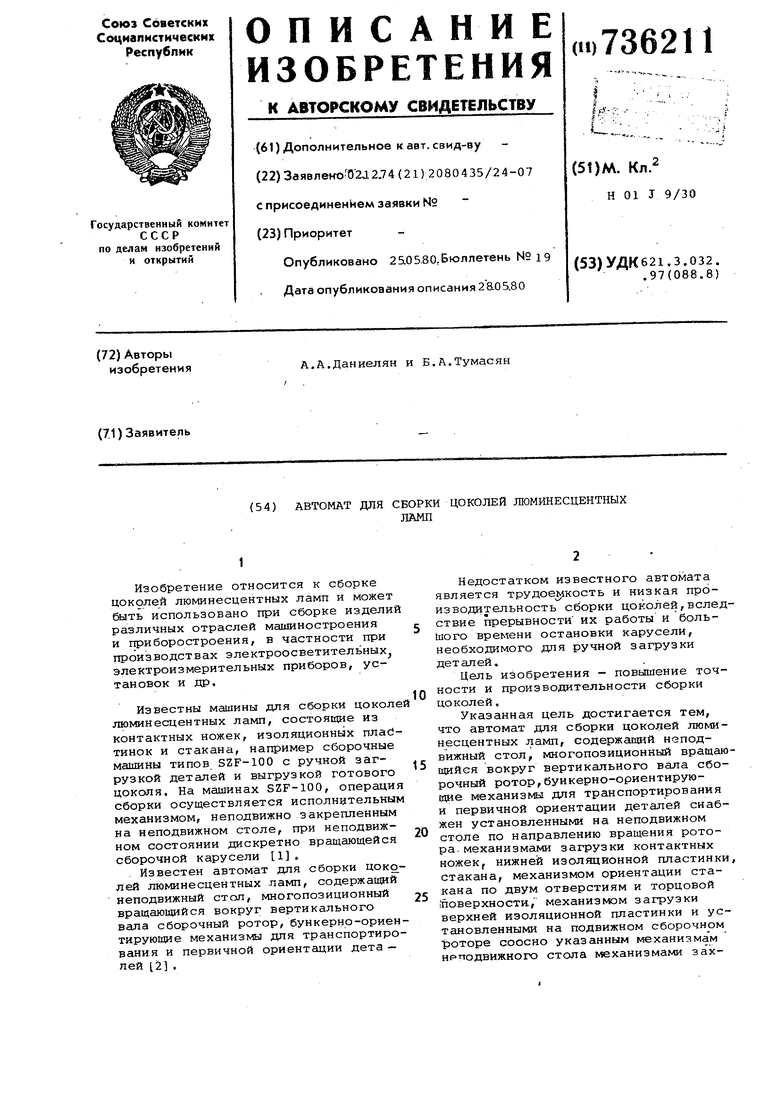
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Устройство для сборки цоколей нормальных осветительных ламп | 1980 |
|
SU974462A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство подачи цоколей автоламп на карусель заливочной машины | 1984 |
|
SU1267513A1 |
| Автомат для заливки стеклоизоляции в цоколь | 1987 |
|
SU1511786A1 |
| Автомат для заливки цоколей источников света | 1984 |
|
SU1262596A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| Загрузочный ротор | 1990 |
|
SU1745508A1 |
| Роторный автомат питания | 1987 |
|
SU1701476A1 |
| Роторно-конвейерная линия для сборки комплекта деталей | 1985 |
|
SU1393575A1 |