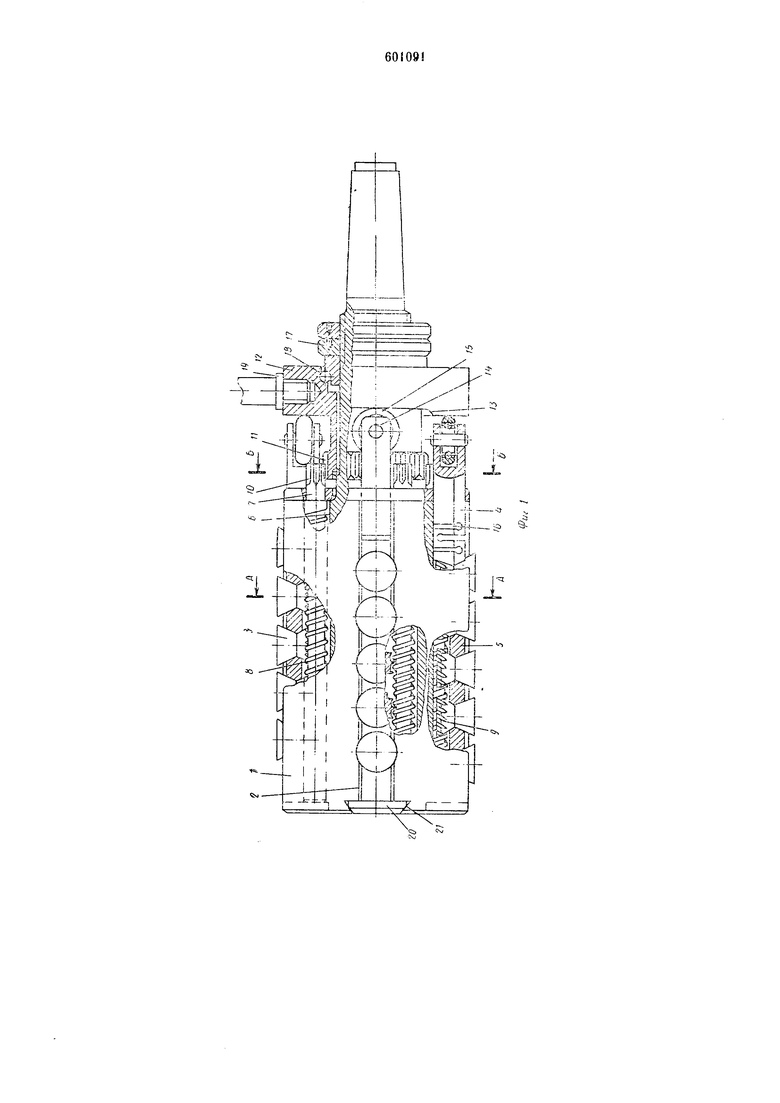
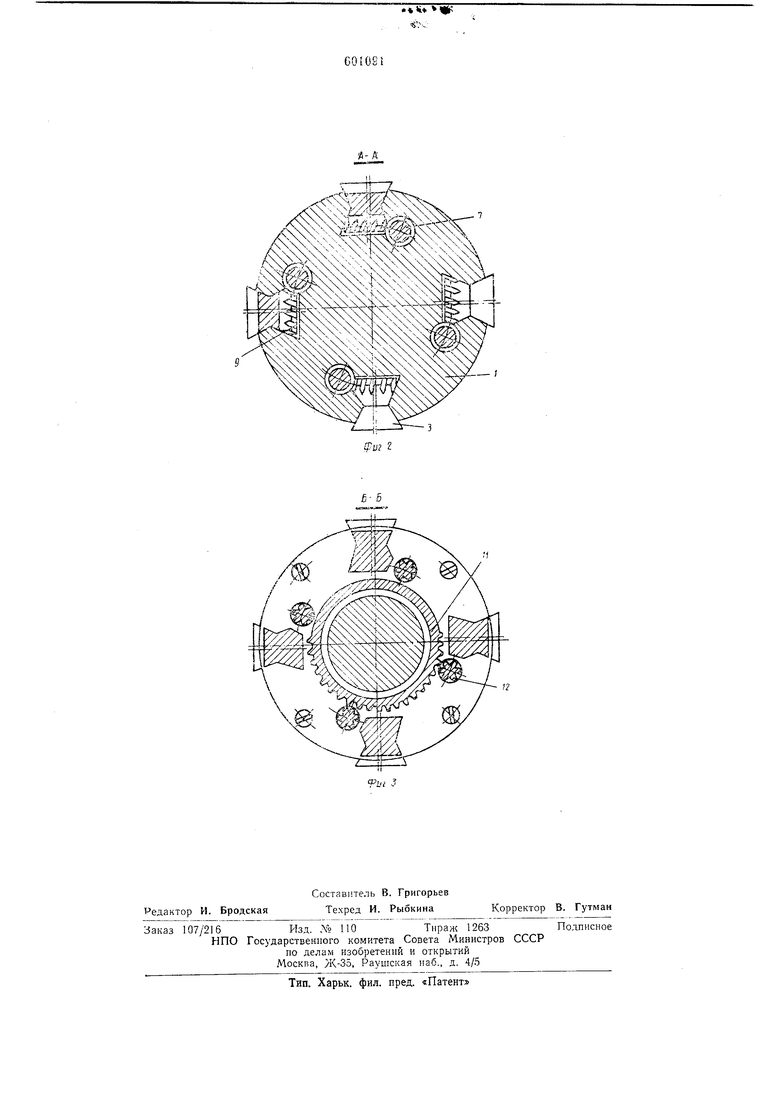
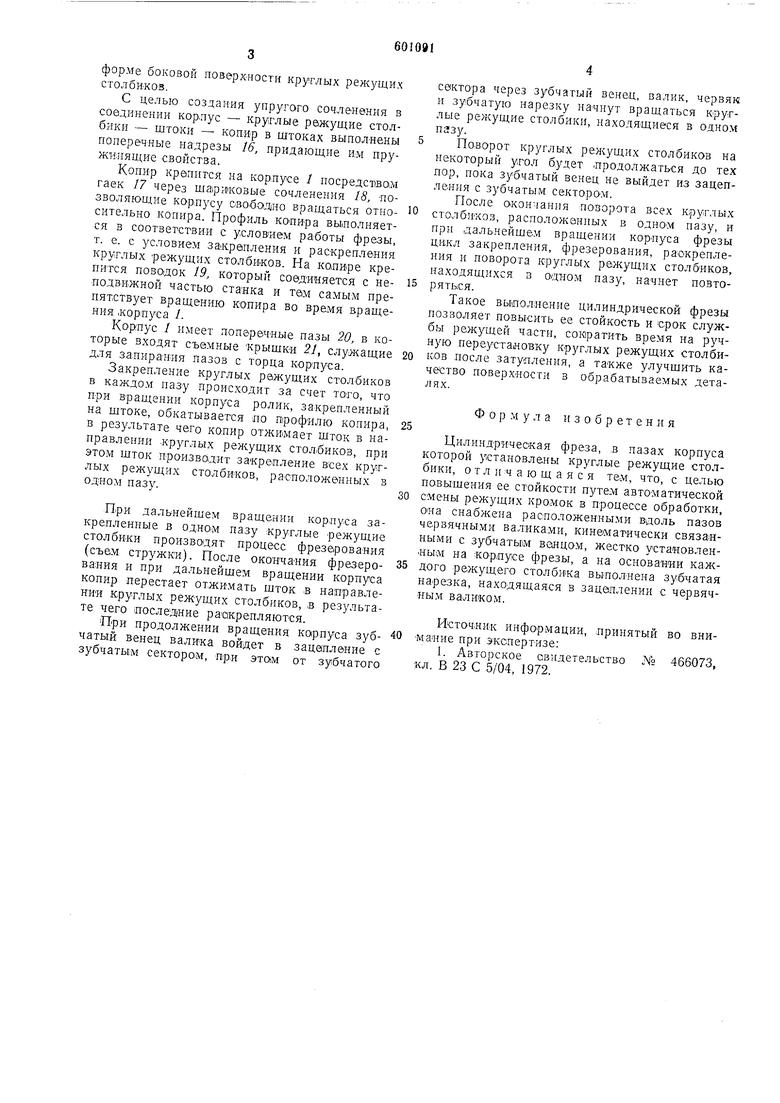
Изобретение относится к металлоооработке. Известна цилиндрическая фреза, в пазах корпуса которой установлены круглые режущие столбики,|Восстановление режущих свойств которых производится путем поворота круглого режущего столбика вокруг его оси 1. Однако каждый раз для восстановления режунлих свойств такой ф.резы после очередного затупления режущих элементов необходимо их вручную раскреплять. Цель изобретения - повышение стойкости режущих столбиков путем автоматической смены режущих кромок в процессе обработки. Это достигается тем, что предлагаемая фреза снабжена расположенными вдоль пазов черзя1чными валиками, кинематически связанными с зубчатыМ венцом, жестко установленным ,на корпусе фрезы, а на основании каждого режущего столбика выполнена зубчатая нарезка, находяндаяся в зацеплении с червяЧ.ныэд валиксм. На фиг. 1 изображена описываемая цилиндрическая ф.реза; на фиг. 2 - сечение .4-Л фиг. 1; на фиг. 3 - сечение Б-Б фиг. 1. Цилиндрическая фреза состоит из корпуса / с /пазами 2, в которых помещаются круглые режущие стол. 3, щто-ки 4 и вкладыщи 5. Боковая поверхность круглых режущих столбиков 3, боковые стороны корпуса 1 и две боковых стороны вкладышей 5 имеют форму тупого угла, а две других тороны вкладыщей выполнены по форме боковых сторон круглых режущих столбиков. Такая форма боковых сторон круглых режущих столбиков, пазов и вкладыщей позволяет осуществить прочное закрепление круглых реисущих столбиков в корпусе фрезы. Корпус / имеет отверстия 6, з которых крепятся валики 7. Каждый из них имеет на одном конце червяк 8, который входит в зацепление с зубчатой нарезкой 9, выполиенл.ой на основании каждого круглого режущего столбика, а на другом конце - зубчатый венец 10, периодически входящий в зацепленг1е с зубчатым сектором //, раз.мещенным на копире 12. Угол раскрытия зубчатого сектора и его взаимное расположение с профилем 13 копира выполняется в соответствии с условиями раскрепления, поворота и закрепления круглых режущих столбиков, т. е. чтобы все круглые режундие столбики, размещенные в одном пазу, успевали сделать поворот на необходиN;bni угол за тот период времени :пока будут находиться в раскрепленном состоянии. Штоки 4 входят в пазы корпуса и имеют :-iji одном конце оси 14, па которых закреплены ролики /5, контактирующие с лрофжпгм копира, а другой конец у них выполнен по
форме боковой поверхности круглых режущих столбиков.
С целью создания упругого сочленения в соединении кор,пус - круглые режущие столбики - щтОКи - копир в штоках выполнены поиеречные надрезы 16, придающие им пружилящие свойства.
Копир крепится на корлусе / иосредст1вам гаек 17 через щариковые сочленения 18, позволяющие корлусу овОбодно вращаться отиосительно копира. Профиль копира выполняется в соответствии с условием работы фрезы, т. е. с условием закрепления и раскрепления кру.глых режущих столбиков. На копире крепигся поводок 19, который соединяется с неподвижной частью станка и та.м самым препятствует вращению копира во время вращения корпуса /.
Корпус / имеет поп&речные пазы 20, в которые входят съемные крыщки 2/, служащие для запирания пазов с торца корпуса.
Закрепление круглых режущих столбиков в каждом пазу проис.ходит за счет того, что при вращении корпуса ролик, закрепленный на щтоке, обкатывается по профилю копира, в результате чего копир отжимает щток в направлении .круглых режущих стол.биков, при этом щток производит закрепление всех круглых режущих столбиков, расположенных в одном пазу.
При дальнейщем вращении корлуса закрепленные в однОцМ пазу круглые режущие столбики произво1дят процесс фрезерования (съем стружки). После окончания фрезеревания и при дальнейшем вращении корпуса копир перестает отжимать щток .в направлении круглых режущих столбиков, ,в результате чего последние раскрепляются.
При продолжении вращения карпуса зубчатый венец валика войдет в зацепление с зубчатым сектором, пр.и этам от зубчатого
сектора через зубчатый венец, валик, червяк и зубчатую нарезку вращ.аться круглые режущие столбики, находящиеся в одно.м пгзу.
Поворот круглых режущих столбиков на некоторый угол будет .продолжаться до тех пор, пока зубчатый венец не выйдет из зацепления с зубчатым сектором.
После окончания поворота всех круглых столбиков, расположенных в одном пазу, и при дальнейще-м вращении корпуса фрезы цикл закрепления, фрезерования, раскрепления и поворота круглых режущих столбиков, находящихся в одном пазу, начнет повторяться.
Такое вьшолнение цилиндрической фрезы позволяет повысить ее стойкость и срок службы режущей части, сократить время на ручную переустановку круглых режущих столбиков после затупления, а также улучшить качество поверхности в обрабатываемых деталях.
Фор м у л а изобретен и я
Цилиндрическая фреза, ,в назах корпуса которой установлены круглые режущие столбики, о т л ич а ю щ а я с я тем, что, с целью повышения ее стойкости путем автоматической смены режущих кромок в процессе обработки, оиа снабжена расположенными вдоль пазов червячными валнками, кинематически связа«ными с зубчатым ванцом, жестко установленным па корпусе фрезы, а на основании каждого режущего столбика выполнена зубчатая нарезка, находящаяся в зацеплении с червячны.м валиком.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство 466073, кл. В 23 С 5/04, 1972.
9
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая фреза | 1976 |
|
SU677831A1 |
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| Устройство для обработки торцов круглых деталей мебели | 1981 |
|
SU939194A2 |
| ФРЕЗА С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ НЕПЕРЕТАЧИВАЕМЫХ ПЛАСТИН | 1999 |
|
RU2151030C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Головка для сообщения движения изделию при нарезании резьбы фрезой | 1934 |
|
SU46109A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| Переносной металлорежущий станок | 1990 |
|
SU1745432A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |