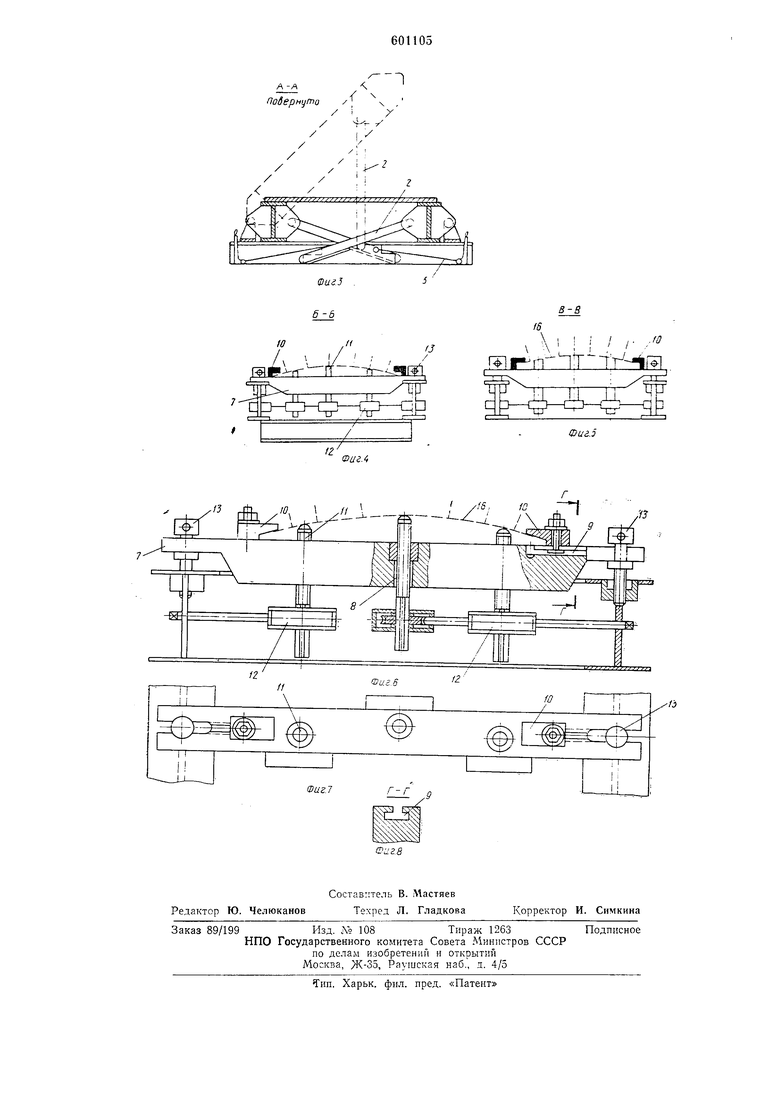
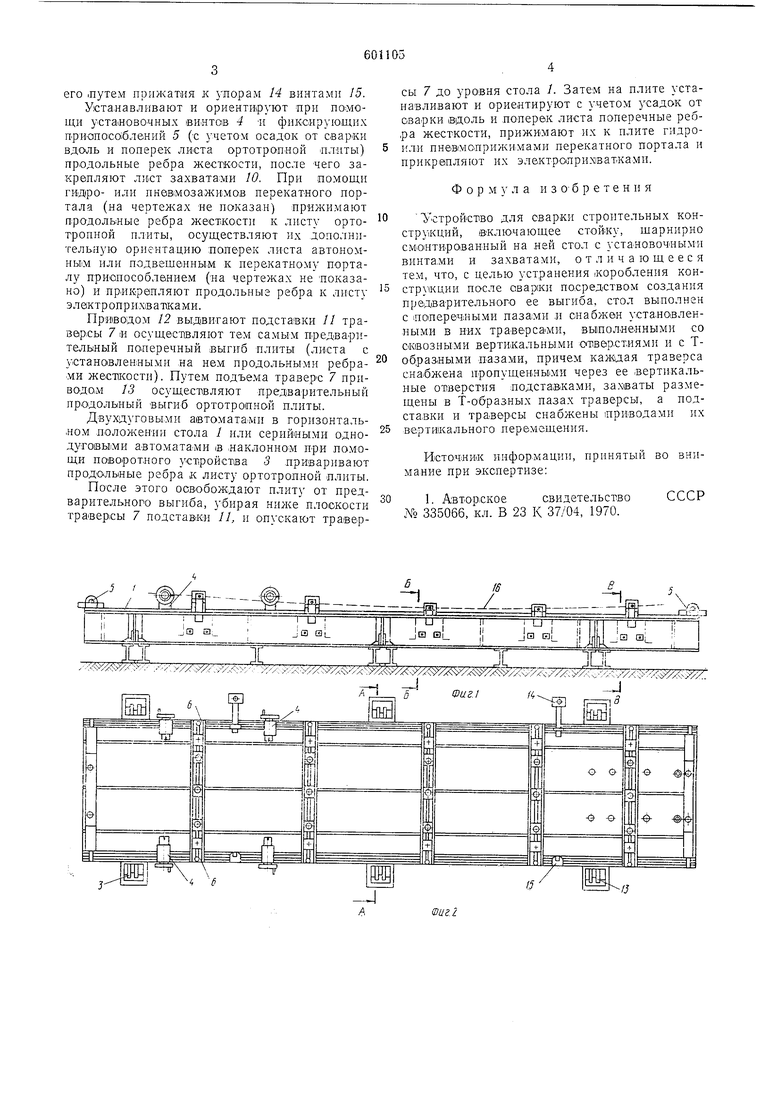
его лутем прижатия к упорам 14 винтами 15. Устанавливают и ориентируют при по мощи уста.новочных винтов 4 И фиксирующих Приопосо блений 5 (С учетом осадок от сварки вдоль и поперек листа ортотропной ллйты) продольные ребра жесткости, после -чего закрепляют лист захвата:ми 10. При помощи гидро- или пнвв1мозажимо,в перекат-ного портала (на чертежах не показан) прижимают продольные ребра жесткости к листу ортогропной плиты, осуществляют их дополнительную ориентацию поперек листа автономным или подвешенным к перекатному порталу приопособлбнием (на чертежах не показано) и прикрепляют продольные ребра к листу электроприхват1Ками. Приводом 12 выдвигают подставки // траBepiCb 7 и осущест|вляют тем самым предварительный поперечный выгиб плиты (листа с установленными на нем продольными ребра.ми жест1кости). Путем подъема траверс 7 приводом 13 осуществляют предварительный продольный выгиб ортотропной плиты. Двухдуговыми автоматами в горизонтальлом положении стола / или серийными однодуго1ВЫ1Ми автомата-ми в наклонном п-ри помощи поворотного устройства 5 приваривают продольные ребра к листу ортотропной плиты. После этого освобождают плиту от предварительного выгиба, убирая ниже плоскости траверсы 7 подставки //, и оп скают траверсы 7 до уровня стола /. Затем на плите устаавливают и ориентируют с учетом усадок от ова-рки вдоль и поперек листа поперечные ребра жесткости, прижи-мают их к плите гидроилл пнев1мслрижи:мами перекатного портала и прикрепляют их электроприхватками. Формула изобретен и я Устройство для сварки строительных конструкций, выключающее стойку, смонтированный на ней стол с установочными винта.ми и захватами, отличающееся тем, что, с целью устранения жоробления кон-. - стр}1кции после аварки посредств ом Предварительного ее выгиба, стол выполнен с Н01переч;ными пазами п снабжен у€тан0(вленными в них траверсами, выполненными со сквозными вертикальными отверстиями и с Тобразными пазами, причем каладая траверса снаблсена пропущенными через ее вертикальные отверстия подста|Вками, захваты размещены в Т-образных пазах траверсы, а подставки и траверсы снабжены приводами их вертикального перемещения. Источниж информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР № 335066, кл. В 23 К 37/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Устройство для сборки под сварку и сварки панелей с ребрами жесткости | 1982 |
|
SU1156887A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2010 |
|
RU2443527C2 |
| СБОРНОЕ ПРОЛЕТНОЕ СТРОЕНИЕ МОСТА И МОСТОВОЕ ПОЛОТНО | 1995 |
|
RU2100523C1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Установка для сборки и сварки ребристых плит | 1984 |
|
SU1247218A1 |
| Металлическая ортотропная плита пролетного строения моста и способ ее изготовления | 1985 |
|
SU1268658A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |