Изобретение относится к области сварки, а именно к конструкции устройства для сборки под сварку и сварки панелей с ребрами жесткости и может быть использовано в машиностроении, судостроении и других областях промышленности.
Целью изобретения является повышение производительности и качества сварки путем улучшения ориентации ребер относительно сварочных горелок.
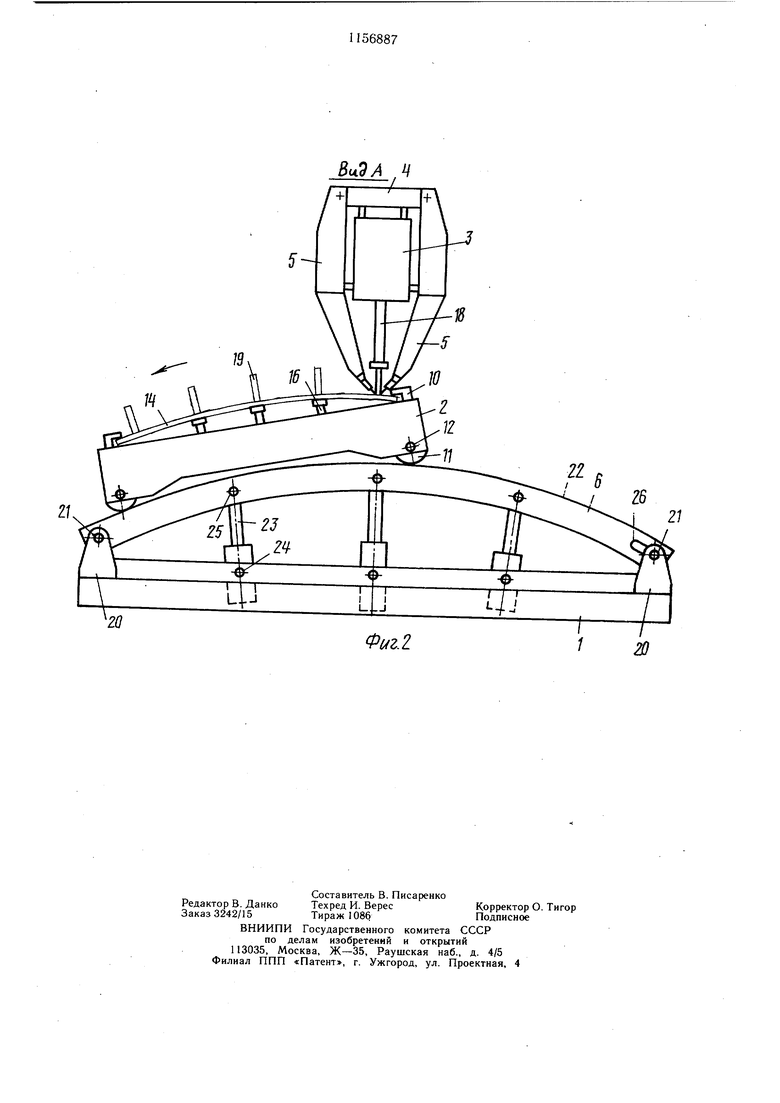
На фиг. 1 представлено предлагаемое устройство, вид сбоку; на фиг. 2 - вид А на фиг. 1 (положение стола при сварке последнего ребра панели).
Устройство для сборки и сварки панелей с ребрами жесткости содержит основание 1, стол 2, портал 3, каретку 4 со сварочными аппаратами 5 и криволинейные направляющие 6. Стол 2 выполнен с поперечными пазами 7, в которых размешаются тра версы 8 с Т-образными пазами 9 и установленными в них захватами 10, и ходовыми колесами 11, закрепленными в столе с помощью осей 12. Перемещение траверс 8 в пазах стола по вертикали осуществляется домкратами 13, а выгиб листа 14 панели 15 в поперечном направлении - домкратами 16 с опорами. Привод перемещения стола 2 не показан.
Портал 3 закреплен на основании 1 с помощью стоек 17 и имеет ряд вертикальных прижимов 18, например пневматических, ребра 19.
Направляющие 6 закреплены в стойках 20 основания 1 посредством щарниров 21. Криволинейная поверхность 22 направляющих эквидистантно опорам домкратов 16 образуется с помощью дополнительных домкратов 23, установленных на основании 1 в щарнирах 24 и связанных с направляющими шарнирами 25. Для предотврашения изгибающих нагрузок на стойки 21 один из шарниров 21 выполнен с продольным пазом 26 в направляющей 6. Устройство подачи ребер не показано.
Устройство для сборки и сварки панелей с ребрами жесткости работает следуюiu;i vi образом.
Лист 14 подается а стол 2, ориентируется и закрепляется по продольным кромкам захватами 10, установленными в Т-образных пазах 9, при этом все траверсы 8 находятся в нижнем положении. Домкратами 16 с опорами листу задается предварительная поперечная деформация изгиба, обратная сварочной деформации, а перемещением траверс 8 в пазах 7 посредством домкратов 13 листу задается
предварительная продольная деформация изгиба, также обратная сварочной деформации.
Направляющим 6 дополнительными домс коатами 23 задается прогиб таким образом, чтобыповерхность 22 направляющих была эквидистантной опорам домкратов 16, т. е. . поверхности листа 14, образованной предварительной поперечной деформацией.
Приводом стол 2 с закрепленным листом 14 перемешается по криволинейным направляющим 6 в положение, при котором ось привариваемого ребра 19 совпадает с осью вертикальных прижимов 18 портала 3. Устройством подачи ребер ребро 19 подается на позицию сварки и прижимами 18 фиксируется на листе 14, обеспечивая продольную деформацию изгиба ребру, обратную сварочной деформации.
Подводится сварочная каретка 4, опукаются сварочные аппараты 5 и производится двусторонняя приварка ребра к листу панели.
После окончания сварки сварочные аппараты 5 поднимаются, сварочные каретка 4 отводится в исходное положение, вертикальные прижимы 18 также поднимаются, стол 2 приводом перемещается на шаг, равный расстоянию между ребрами, и цикл приварки ребра повторяется. После приварки последнего ребра траверсы 8 отводятся в нижнее положение, захваты 10 освобождают кромки сваренной панели, и последняя передается на следующую операцию.
Таким образом, перемещением стола с закрепленным на нем листом панели по криволинейным направляющим, эквидистантным поверхности листа, образованной поперечной деформацией, обеспечивается постоянное вертикальное положение привариваемого ребра, а следовательно, и постоянство режимов сварки.
Фиксация ребра прижимами портала, 0 обеспечивающая продольную деформацию ребру, позволяет производить сварку без предварительных сварочных прихваток.
Исключение переналадок сварочных аппаратов при переходах ребер повышает прод изводительность устройства и качество сварных соединений.
Кроме того, выполнение -направляющих для перемещения стола с возможностью придания им различной криволинейной поверх0 ности позволяет сваривать на устройстве панели с различными толщинами листа и ребер, что расширяет технологические возможности установки.
5u9/1.
Фиг.г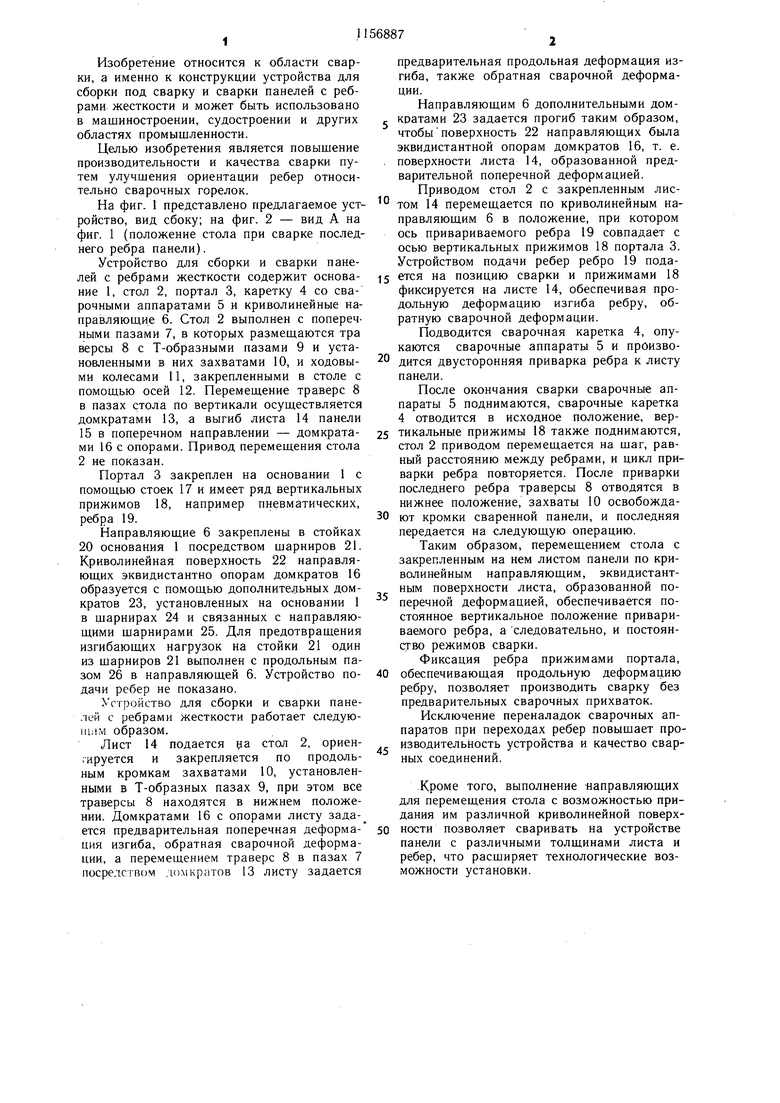
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Установка для сборки и сварки ребристых плит | 1984 |
|
SU1247218A1 |
| Способ изготовления сварных ребристых панелей | 1982 |
|
SU1055615A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| Установка и способ автоматической сборки и сварки алюминиевых панелей с ребрами | 2017 |
|
RU2660468C1 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ И СВАРКИ ПАНЕЛЕЙ С РЕБРАМИ ЖЕСТКОСТИ, содержащее смонтированные на основании стол с установочными захватами и домкратами с опорами для предварительной деформации панели, обратной сварочным деформациям, портал с прижимами ребра, сварочные аппараты и устройство подачи ребер, отличающееся тем что, с целью повышения производительности и качества сварки путем улучшения ориентации ребер относительно сварочных горелок, на основании смонтированы криволинейные направляющие, эквидистантные опорам домкратов, а стол установлен с возможностью перемешения по направляюшим, 2. Устройство по п. 1, отличающееся тем, что на основании смонтированы дополнительные домкраты, а каждая криволинейная направляющая выполнена в виде упругой балки, шарнирно соединенной с основа(Л нием и с дополнительными домкратами. сд о:) 00 00 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы «ESAB-НЕВЕ на поточную линию для изготовления крупногабаритных плоских секций | |||
| Швеция, 1973 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сварки строительных конструкций | 1974 |
|
SU601105A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
