Изобретение относится к сварке, а именно к установкам для сборки и сварки ребер с полотнищем, и может быть использовано в мостостроении, судостроении и других областях машиностроения.
Цель изобретения - повышение точное- ти сборки путем ориентированной подачи ребра к месту сборки и надежного прижатия ребра к полотнищу.
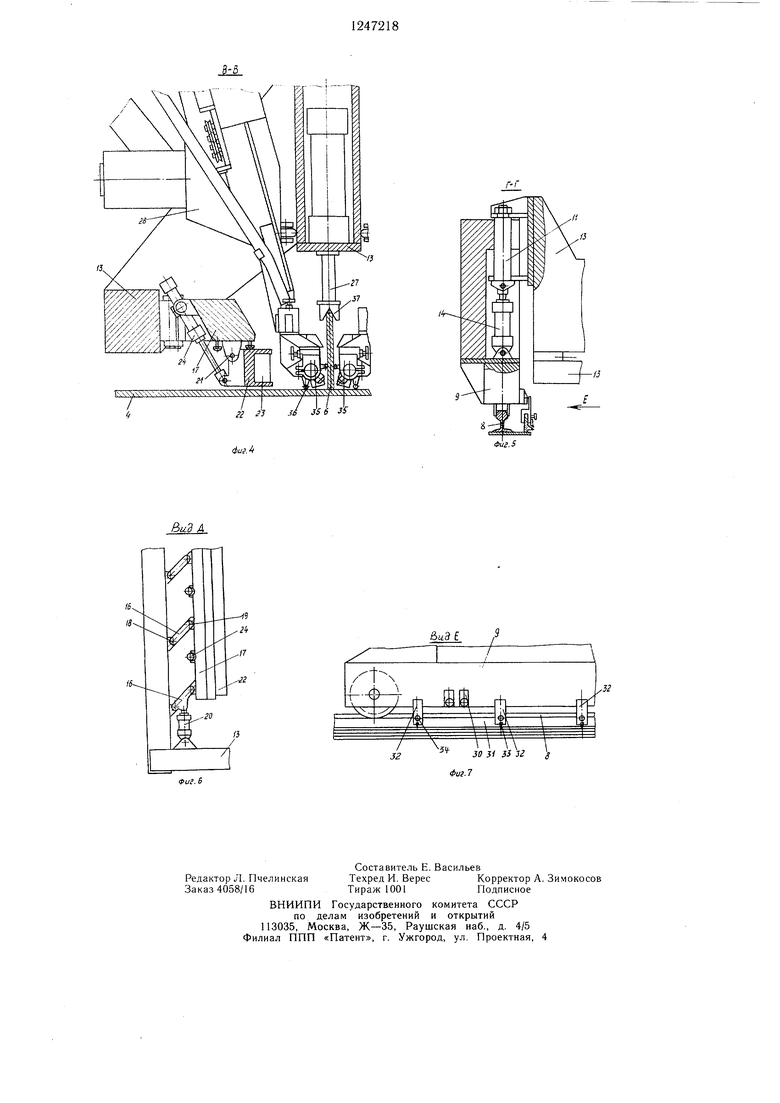
На фиг. 1 изображена установка, вид в плане; на фиг. 2 - )а:фез Л-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - вид Д, на фиг. 3; на фиг. 7 - вид Е на фиг. 5.
Установка для сборки и сварки ребристых плит состоит из стола 1, содержаи его базовые уноры 2 и 3 для ориентации листа 4, стеллажа 5 для ребер 6 и портала 7, установленного с возможностью перемещения вдоль стола 1 и стеллажа 5 по направ- 8. Портал состоит из двух привод- ных тележек 9 и 10, на каждой из которых установлена пара цилиндрических направляющих 11 и 12, подъемной траверсы 13, смонтированной на цилиндрических направляющих 11 приводных тележек 9 и 10 с возможностью подъема от силовых цилиндров 14, и площадки 15 обслуживания, установленной на направляющих 12 приводных тележек 9 и 10. Направляющие 11 и 12 приводной тележки 9 и направляющие 11 и 12 приводной тележки 10 расположены на равном расстоянии друг от друга, в результате чего обеспечивается их совместный поворот в плоскости, параллельной плоскости стола. На подъемной траверсе 13 на равных по длине параллельных рычагах 16 с возможностью перемещения в плоское- ти стола 1 установлена промежуточная балка 17. Рычаги 16 связаны с подъемной траверсой 13 и промежуточной балкой 17 соответствующими щарнирами 18 и 19, а один из рычагов 16 связан с приводом 20 поворота, закрепленным на подъемной траверсе 13. На промежуточной балке 17 на шарнирах 21 с возможностью поворота в плоскости, параллельной направлению движения портала, смонтирована базирующая балка 22, оснащенная по всей длине электромагнитами 23. Поворот базирующей балки 22 осуществляется от привода 24, установленного на промежуточной балке 17. Для регулирования поворота базирующей балки 22 на промежуточной балке 17 установлены упоры 25 и 26. На подъемной траверсе 13 также установ- лены прижимы 27 и исполнительные инструменты 28 (сварочные аппараты). Инструменты установлены с возможностью перемещения по направляющим 29 траверсы 13. Портал оснащен системой программного управления, содержащей установленные на каждой приводной тележке 9 и 10 два датчика 30, установленные на каждой направ
5
5
0
0 ,. 0
5
ляющей 8 мерные линейки 31, а также установленные на мерных линейках 31 флажки 32. Флажки 32 имеют указатели 33 для точной установки по мерной линейке и винты 34 для закрепления их на линейке. Сварочные головки 35 сварочных аппаратов 28 оснащены копирующей системой 36. Прижимы 27 оснащены башмаками 37 с призматическим пазом.
Установка для сборки и сварки ребристых плит работает следующим образом.
До начала работы производят настройку установки на требуемый типоразмер плиты, для чего на мерной линейке 31 выставляют флажки 32 в количестве, соответствующем количеству ребер в данной плите, выдержав расстояние между ними, пользуясь указателями 33, равное расстоянию между ребрами б свариваемой плиты. После установки флажки 32 закрепляют винтами 34. Портал 7 перемещают по направляющим 8 на стеллаж 5 ребер 6, освобождая стол 1 для загрузки листа 4. Лист 4 после укладки на стол I ориентируют по базовым упорам 2 и 3. Включают привод 24 и поворачивают базирующую балку 22 с электромагнитами 23 до упоров 26, определяющих горизонтальное положение опорной поверхности базирующей балки 22. Включают силовые цилиндры 14 и опускают подъемную траверсу 13 до касания опорной поверхности базирующей балки 22 ребра 6, лежащего на стеллаже 5. Включают электромагниты 23 и притягивают ребро 6 к опорной поверхности базирующей балки 22. При номощи силового цилиндра 14 поднимают подъемную траверсу в верхнее положение и на маршевой скорости перемещают портал 7 с захваченным ребром 6 на позицию сварки. При подходе тележек 9 и 10 к позиции сварки первые флажки 32 воздействуют на соответствующие датчики 30 каждой тележки 9 и 10. При этом происходит переключение скорости передвижения тележек 9 и 10 с маршевой на установочную. При воздействии первых флажков 32 на соответствующие датчики 30 каждой приводной тележки 9 и 10 происходит останов портала. При некотором отставании приборных тележек друг от друга, что позволяет конструктивное выполнение портала, каждая приводная тележка останавливается от своих датчиков 30 в необходимом положении. Отключают привод 24 и поворачивают базирующую балку 22 на оси шарнира 21 до упора 26, определяющего вертикальное положение базирующей балки 22. Включают привод 20 и при помощи рычагов 16 перемещают промежуточную балку 17 с базирующей балкой 22 и с ребром 6 под прижимы 27 подъемной траверсы 13. При помощи силовых цилиндров 14 опускают подъемную траверсу 13 в рабочее положение. Опускают прижимы 27, при этом башмак 37
призматическим пазом фиксирует верхний конец ребра 6 и прижимает его к листу 4, после чего отключают электромагниты 23. Отключают привод 20 и отводят промежуточную балку 17 вместе с базирующей балкой в исходное положение, освобождая зону для прохождения сварочных аппаратов 28. По направляющим 29 подъемной траверсы 13 перемещают сварочные аппараты 28 в положение начала сварки (каждым сварочраты 28 возвращаются в исходное положе ние.
Портал 7 перемещают на стеллаж 5 ребрами 6 для захвата следующего ребра 6 и цикл повторяется. Перед началом сле дующего цикла система программного vn равления отключает датчики 30 и 31 для первого ребра 6 и включает датчики 30, определяющие положение второго ребра 6, что
ui.r., от, -1л уулf- -«v- i uuj,nc аилижение второго оеооа о ч
ным аппаратом сваривают половину щва), 10 позволяет осуществить остановку поптя-,я при помощи копирующей систрмы .4fi г«ап.,„.п ло.о .„„„,„ „1 портала
при помощи копирующей системы 36 свароч- ные головки 35 устанавливают на щов и производят двустороннюю приварку ребра 6 к листу 4.
После окончания сварки сварочные голов
в месте сварки второго ребра.
Установка для сборки и сварки ребристых плит обеспечивает повыщение точности
к„зг;™„дя о-ггг„ -;р7„гга° - .°РГ™-- -- р-р -;;
раты 28 возвращаются в исходное положение.
Портал 7 перемещают на стеллаж 5 с ребрами 6 для захвата следующего ребра 6 и цикл повторяется. Перед началом следующего цикла система программного vn- равления отключает датчики 30 и 31 для первого ребра 6 и включает датчики 30, определяющие положение второго ребра 6, что
,nc аилижение второго оеооа о ч
позволяет осуществить остановку поптя-,я п ло.о .„„„,„ „1 портала
позволяет осуществить остановку поптя-,я п ло.о .„„„,„ „1 портала
в месте сварки второго ребра.
Установка для сборки и сварки ребристых плит обеспечивает повыщение точности
.°РГ™-- -- р-р -;;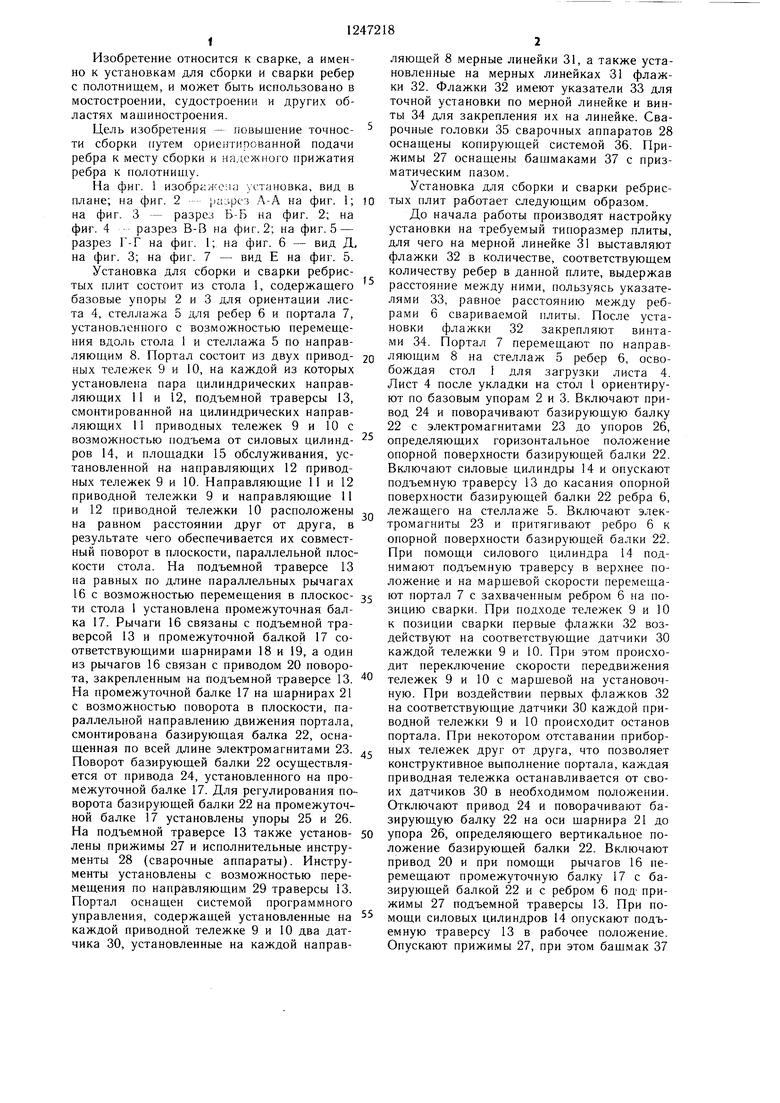

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Устройство для сборки под сварку и сварки панелей с ребрами жесткости | 1982 |
|
SU1156887A1 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ И СПЛАВОВ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕРЕДЕЛОВ | 2018 |
|
RU2708709C1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |

/3
7Ц
/О
/5
/v-(tiusA
.S
Фиг.в
&u3 i,3
/-t-N
I /K A
±
±
../ - ..W.. i
#«. 7
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Поточная линия для сборки и сварки полотнищ с ребрами жесткости | 1978 |
|
SU694340A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Агрегат для сборки и сварки балокСудОВОгО НАбОРА C пОлОТНищЕМ | 1979 |
|
SU795836A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
