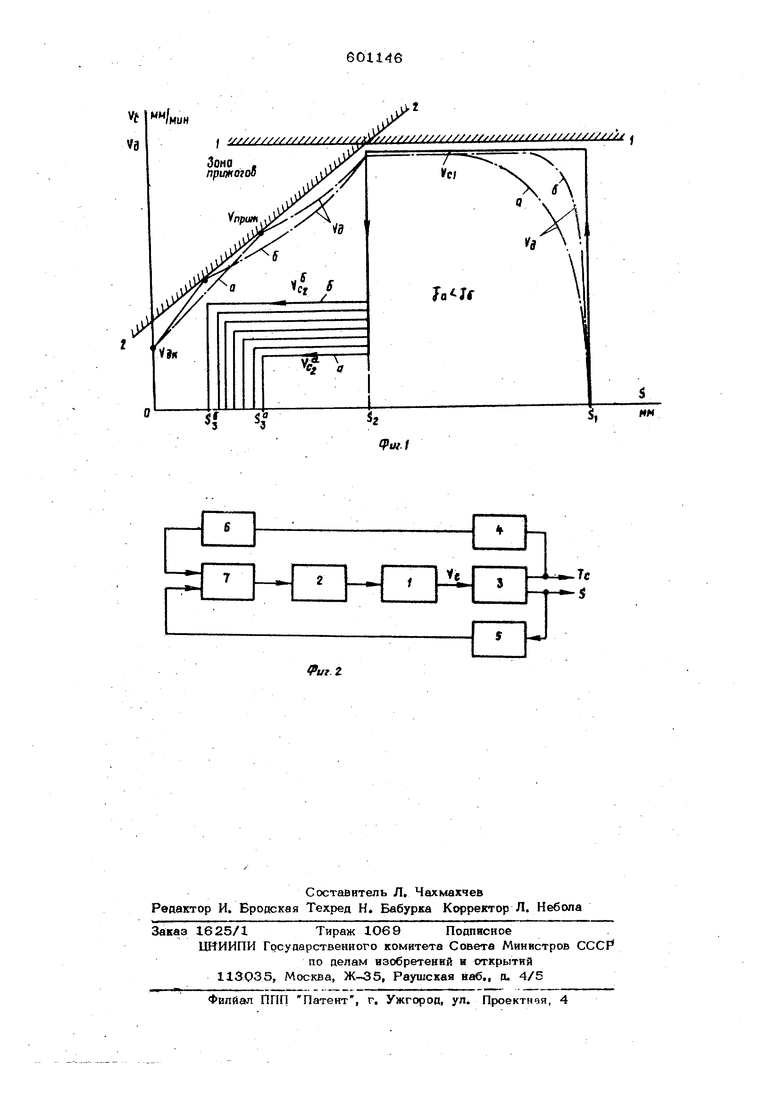
Скорость поперечной подачи на операции Червового шлифования Vp.j ограничивается, режущей способностью круга или предельным значением радиального усилия, Линия ограничения скорости попачи по указанным критериям представлена в вице прямой . Скорость поперечной поцачи при чистовом шлифовании устанавливается из условия ограничения по глубине прижога на поверхности обрабатываемой детали. Линия ограничения скорости съема метал ла по условиям отсутствия прижогов (Упри представлена на фиг. 1 в виае прямой 2-2. Параметры предложенного рабочего цикла Уд. ,Vj, и & являются зависимыми от жесткости системы СПИД. В частности, скорость поперечной подачи на операции чистового шлифованияУ устанавливают прямо пропорционально величине жесткости системы CnnfflVcI Hj, а величину припуска 5 , при котором произвоаится переключение с операции чистового шлифования на размерное выхаживание, уста навливают обратно пропорциональной жестко ти системы СПИД Sg Коэффицие ты tt , rtt, р и К выявля1бтся экспериментально или расчетным путем. При этом коррекцию параметров V и jOg осуществляют перед началом цикла на .основаниирезультатов измерения жесткости системы СПИД, соответствующей предшествующему циклу обработки. Представленные на фиг. 1 графики изменения скорости поперечной на этапе чистового шлифованияУса|(6) соответствуют двум фиксированным значениям жесткости наименьшей j 01 (кривая а} и наибольшей i8 (кривая б}. В первом случае скорость подачи V., устанавливают весьма малой, а припуск на выхаживание 5, наиболыиим. Во вто ром случае скорость V . ( аиболылая, -- самый а припуск на выхаживание I малый. . Между кривыми а и S лежит область промежуточных значений настроек параметров рабочего цикла Vj, и S .которые будут определяться соответствующими прб- : межуточными значениями жесткости Предлагаемый способ управления рабочим никлом поперечной подачи можно реализоват например, при помош.и электромеханической адаптивной системы управления (фиг. 2). Механизм поперечной подачи шлифовального станка 1 приводится в движение регулируемым тиристорным электроприводом 2. На выходе системы СПИД 3 контролируются постоянная времени Т технологической системы СПИД при помощи специального датчика 4 и текущий припуск S обрабатываемой детали посредством датчика припуска 5. Выходной сигнал датчика 4 поступает на функциональное устройство 6, где он преобразуется в сигнал, пропорциональный жесткости, так как последняя однозначно связана с постоянной времени системы СПИД, Электрические сигналы с датчика 5 и устройства 6 поступают в устройство 7 самонастройки и формирования рабочего цикла подачи. Последнее в зависимости от фактического значения д устанавливает величину скор ости Vc J itl 3 и припуска Sj Р 1/i, а система автоматического управления обрабатывает их с определенной точностью. Формула изобретения Способ управления рабочим циклом поперечной подачи при. шлифовании врезанием по командам прибора активного контроля, включающий этапы чернового и чистового шлифования с изменяющейся величиной припуска На чистовое шлифование, при котором предварительно измеряют один из тех:йологических параметров системы СПИД и по результатам измерения смещают окончание чистового этапа шлифования, о т л и ч а ющ и и с я тем, что, с целью повышения производителшости и точности обработки при окончании цикла размерным выхаживанием, в качестве технологического параметра системы СПИД выбирают жесткость, при этом изменяющуюся величину припуска на размерное выхаживание, определяемую смещением окончания этапа чистового шлифования, устанавливают обратно пропорционально предварительно измеренной величине жесткости системы СПИД, Источники информации, принятые bo внимание при экспертизе: 1, Авторское свидетельство № 4О4610, кл. В 24 В 1/00, 1970. i, M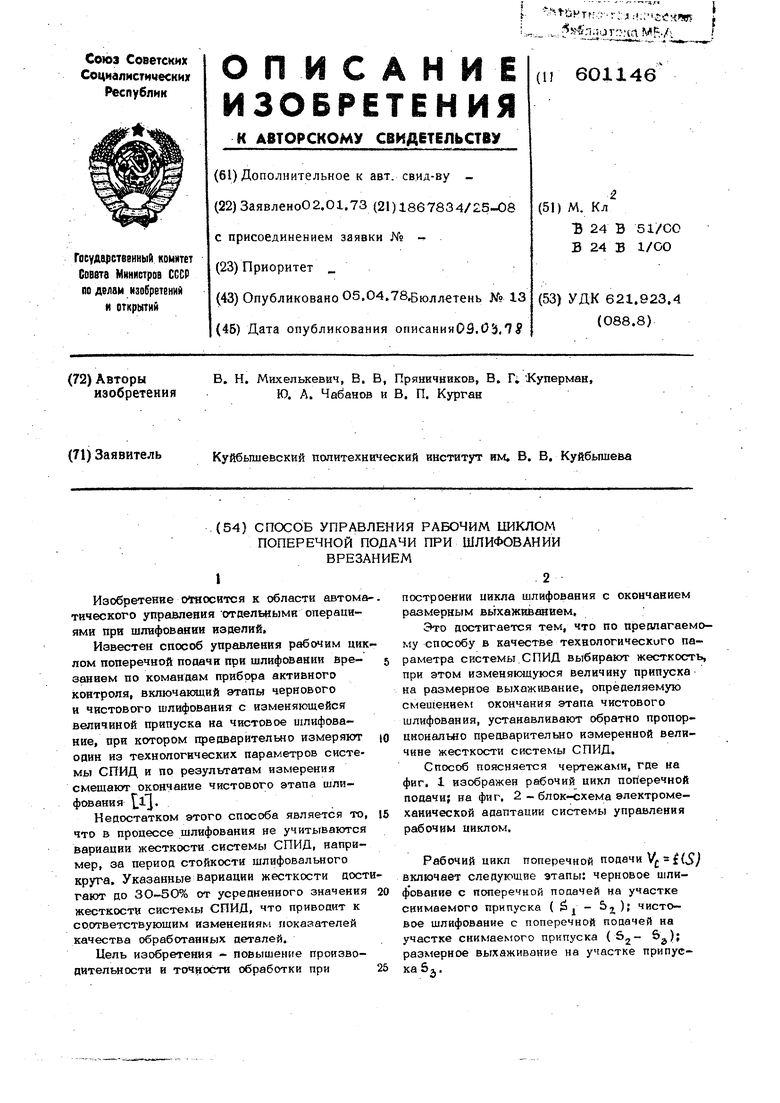

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Способ управления врезным шлифованием | 1981 |
|
SU1009733A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 1990 |
|
RU2019384C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |