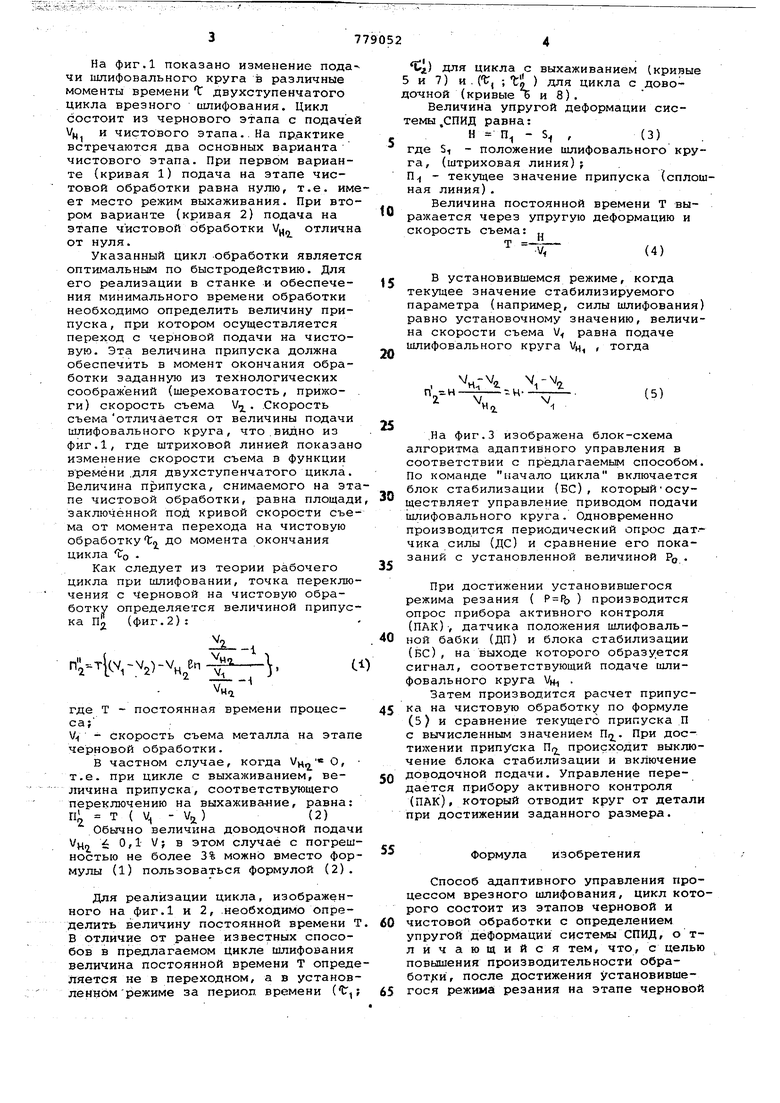
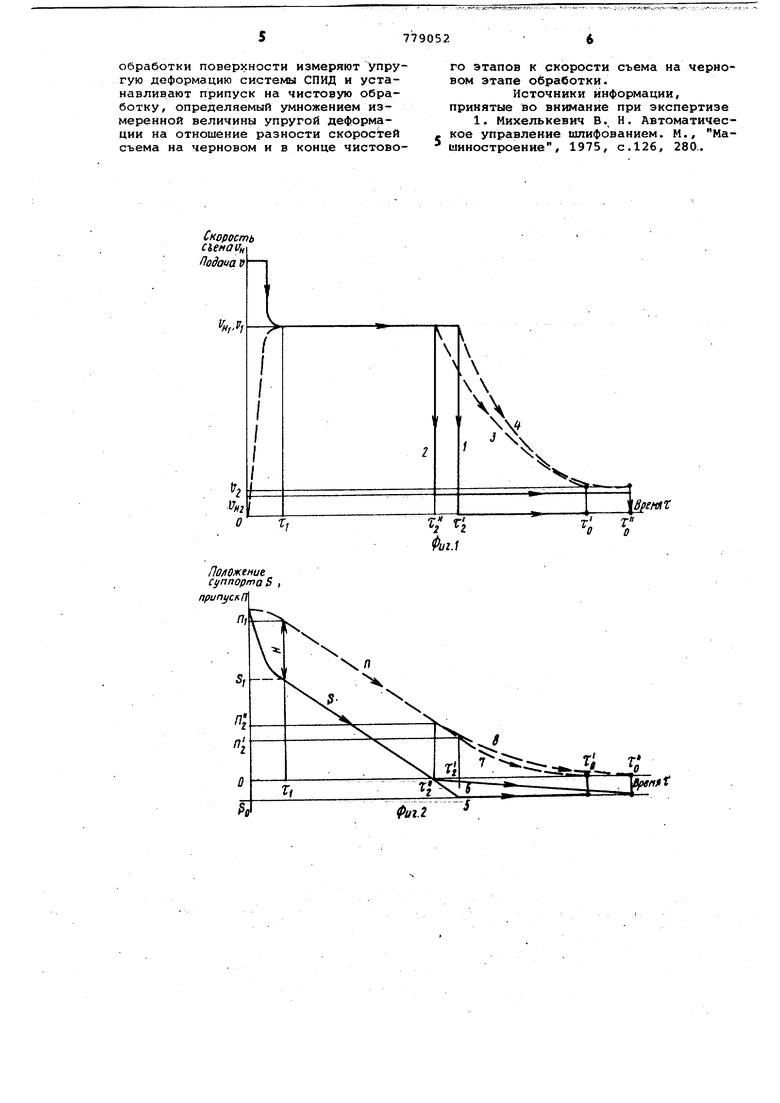
Изобретение относится к шлифованию и может быть использовано в ста ках, работающих врезным методом, в основном в станках с ЧПУ, в условия мелкосерийного производства. Известен способ адаптивного упра ления шлифования, использующий в ка честве управляющего параметра посто ную времени динамической системы станка. Этот способ состоит в определении величины постоянной времени в течение переходного режима,вызван ного ступенчатым снижением подачи шлифовального круга, путем измерени отрезка времени, соответствующего уменьшению мощности шлифования в 2,7 раза, и последующего расчета уп гой деформации системы СПИД (JlJ , Недостатком известного способа управления является то, что измерен происходят на этапе чистовой обработки, поэтому команда на переход к чистовой обработке, вьщаваемая в зависимости от величины упругой деформации системы СПИД, может быть реализована лишь при обработке следующей детали. Исходя из эГого, ука занный способ не может быть реализован в мелкосерийном и единичном производстве, в том числе при об аботке ступенчатых валов на станках с ЧПУ, где условия обработки, в частности постоянная времени, меняются при переходе от одной шейки к другой. Это вынуждает использовать в этих случаях традиционный способ управления с постоянной величиной припуска на чистовую обработку, что ведет к снижению производительности. Цель изобретения - повышение производительности обработки. Цель достигается тем, что после достижения установившегося режима резания на этапе черновой обработки поверхности измеряют упругую деформацию cиcтe vlы СПИД и устанавливают припуск на чистовую обработку, определяемый умножением измеренной величины упругой деформации на отношение разности скоростей съема на черновом и в конце чистого этапов к скорости съема на черновом этапе обработки. На фиг.1 изображена диаграмма подачи шлифовального круга и скорости съема обрабатываемого материала; на фиг.2.- диаграмма текущего припуска изделия и положения шлифовального круга; на фйг.З - блок-схема алгоритма адаптивного управления. На фиг.1 показано изменение пода чи шлифовального круга в различные моменты времени t двухступенчатого цикла врезного шлифования. Цикл состоит из чернового этапа с подаче Уц и чистового этапа.. На практике встречаются два основных варианта чистового этапа. При первом варианте (кривая 1) подача на этапе чистовой обработки равна нулю, т.е. им ет место режим выхаживания. При вто ром варианте (кривая 2) подача на этапе чистовой обработки Уц. отличн от нуля. Указанный цикл обработки являетс оптимальным по быстродействию. Для его реализации в станке и обеспечения минимального времени обработки необходимо определить величину припуска, при котором осуществляется переход с черновой подачи на чистовую. Эта величина припуска должна обеспечить в момент окончания обработки заданную из технологических соображений (шереховатость, прижоги) скорость съема Vrj,. .Скорость съемаотличается от величины подачи шлифовального круга, что.видно из фиг.1, где штриховой линией показан изменение скорости съема в функции времени .для двухступенчатого цикла. Величина припуска, снимаемого на эт пе чистовой обработки, равна площад заключённой под кривой скорости съе ма от момента перехода на чистовую обработку tj до момента окончания цикла TO . Как следует из теории рабочего цикла при шлифовании, точка переклю чения с черновой на чистовую обработку определяется величиной припус ка Щ (фиг.2): ,v,)-v, где Т - постоянная времени процесса;V - скорость съема металла на этап черновой обработки. В частном случае, когда О, т.е. при цикле с выхаживанием, величина припуска, соответствующего переключению на выхажива4ше, равна: п Т ( V, - Vj, )(2) Обычно величина доводочной подач Но S этом случае с погреш ностью не более 3% можно вместо фор мулы (1) пользоваться формулой (2). Для реализации цикла, изображенного на фиг.1 и 2, .необходимо определить величину постоянной времени Т В отличие от ранее известных способов в предлагаемом Цикле шлифования величина постоянной времени Т опреде ляется не в переходном, а в установ ленном режиме за период времени (t %.) для цикла с выхаживанием (кривые 5 и 7) и . (t, ; tl. ) для цикла с довоочной (кривые b и 8). Величина упругой деформации системы .СПИД равна: Н П, - S, где S, - положение шлифовального круга, (штриховая линия); П - текущее значение припуска (сплошная линия). Величина постоянной времени Т выражается через упругую деформацию и скорость съема: Т -«.V, В установившемся режиме, когда текущее значение стабилизируемого параметра (например, силы шлифования) равно установочному значению, величина скорости съема V., равна подаче шлифовального круга Уц , тогда V..-V,, V-Vo ,На фиг.З изображена блок-схема алгоритма адаптивного управления в соответствии с предлагаемым способом. По команде начало цикла включается блок стабилизации (БС), которыйосуществляет управление приводом подачи шлифовального круга. Одновременно производится периодический опрос дат-чика силы (ДС) и сравнение его показаний с установленной величиной Р . При достижении установившегося режима резания ( Р РО ) производится опрос прибора активного контроля (ПАК), датчика положения шлифовальной бабки (ДП) и блока стабилизации (БС), на выходе которого образуется сигнал, соответствующий подаче шлифовального круга V(f, . Затем производится расчет припуска на чистовую обработку по формуле (5) и сравнение текущего припуска П с вычисленным значением nij. При достижении припуска Пг2 происходит выключение блока стабилизации и включение доводочной подачи. Управление передается прибору активного контроля (ПАК), который отводит круг от детали при достижении заданного размера. Формула изобретения Способ адаптивного управления процессом врезного шлифобания, цикл которого состоит из этапов черновой и чистовой обработки с определением упругой деформации системы СПИД, отличающийся тем, что, с целью повышения производительности обработ; и, после достижения установившегося режима резания на этапе черновой
обработки поверхности измеряют упругую деформацию системы СПИД и устанавливают припуск на чистовую обработку, определяемый умножением измеренной величины упругой деформации на отношение разности скоростей съема на черновом и в конце чистового этапов к скорости съема на черновом этапе обработки.
Источники информации, принятые во внимание при экспертизе 1. Михелькевич В. Н. Автоматическое управление шлифованием. М,, Машиностроение, 1975, с. 126, 280..
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Способ управления врезным шлифованием | 1981 |
|
SU1009733A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 1990 |
|
RU2019384C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| СПОСОБ АВТОМАТИЗАЦИИ ЦИКЛА ВРЕЗНОГО ШЛИФОВАНИЯ | 1973 |
|
SU404610A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
Ло/10жение суппорта S ,
припуск П П,
779052
Исяодные dOHHtie Pi,
Исходные данные г
I
6/iOK cmaSuAujanui отключен
I
Дободочна/ подана бк/ ючена
fJepf ai a ynpaS/tenu ЛАК
J
Фиг.)
