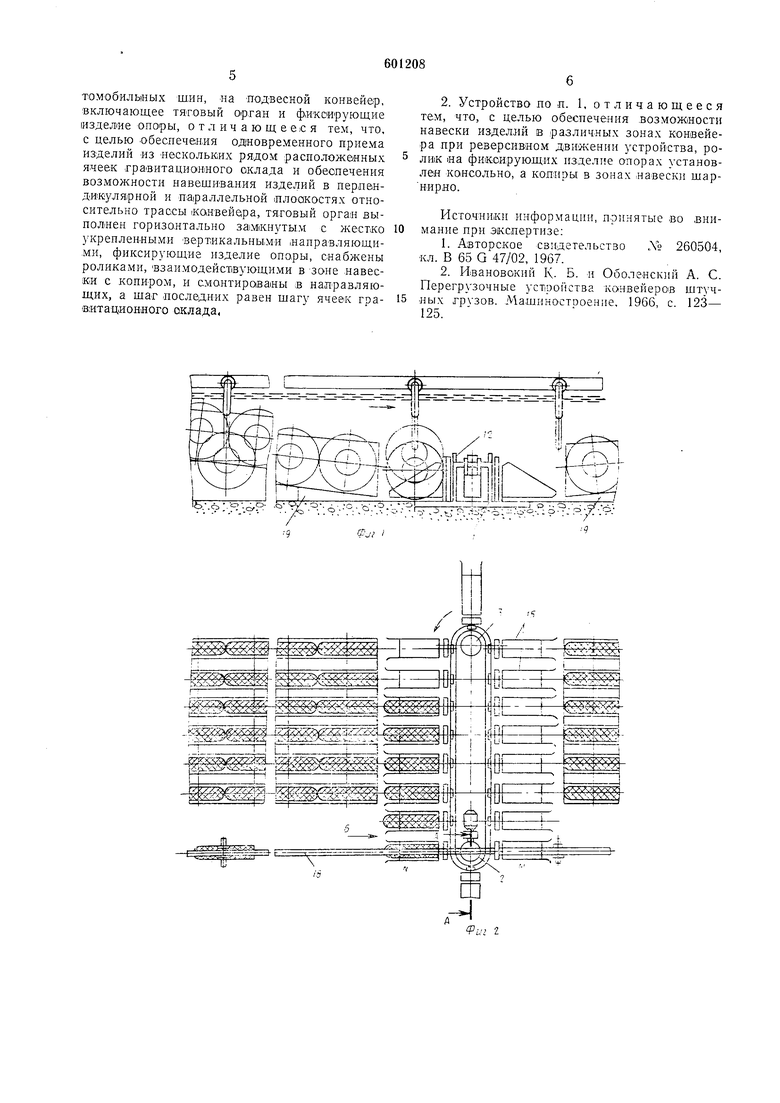
тяжной вал 3 включает, как л првзодиой вал 2, ось, эвездочк1П и подшк.пники с винтавой натяжкой. На ззездочках со/юнтированы две горизонтально saiMMHyTbie цапн 9 в напра1вляюи 1их 10 коробчатой формы, укрепленных па станине /.
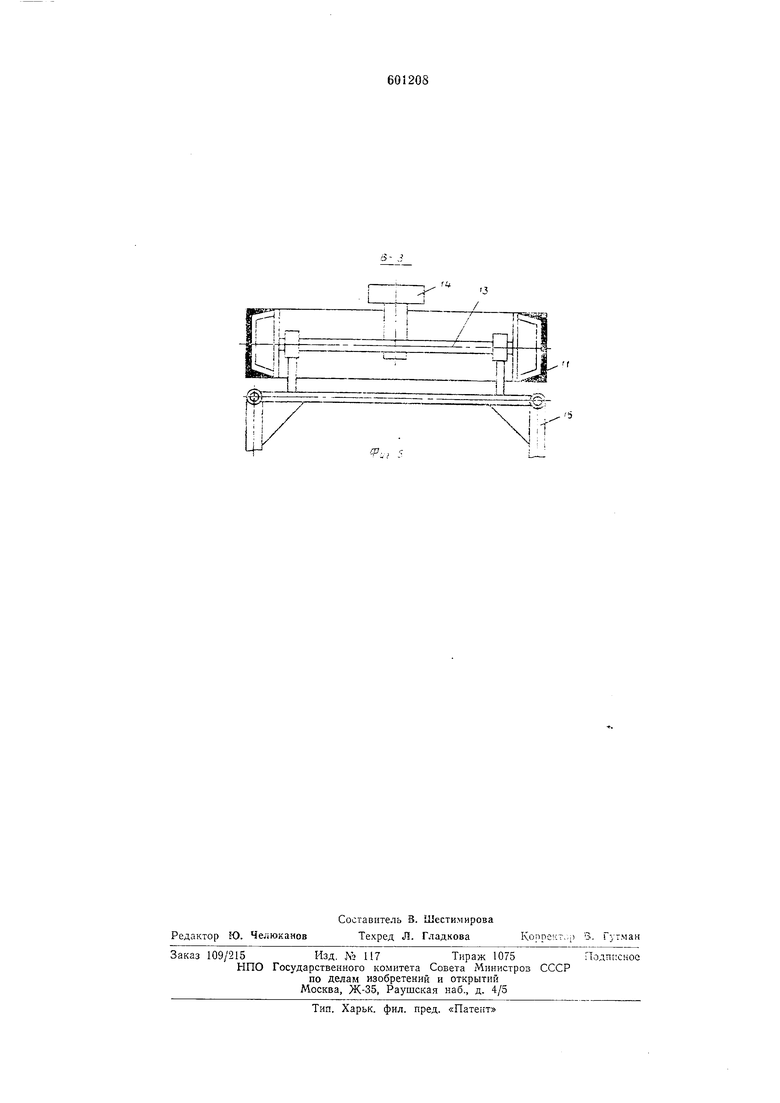
На звеньях цепей 9 смонтпро-ваны вертнкальртые наяравл.яющие //, отирающиеся Oinoрами 12 на верхнюю на/правляющую 10 цели 9.
В на;пра(Вляюш,|Нх // устдновлена каретка 13, оонащенная со стороны станины роликовой опорой 14, с Противоположной стороны- кронштейном /5 для фиксация Изделия.
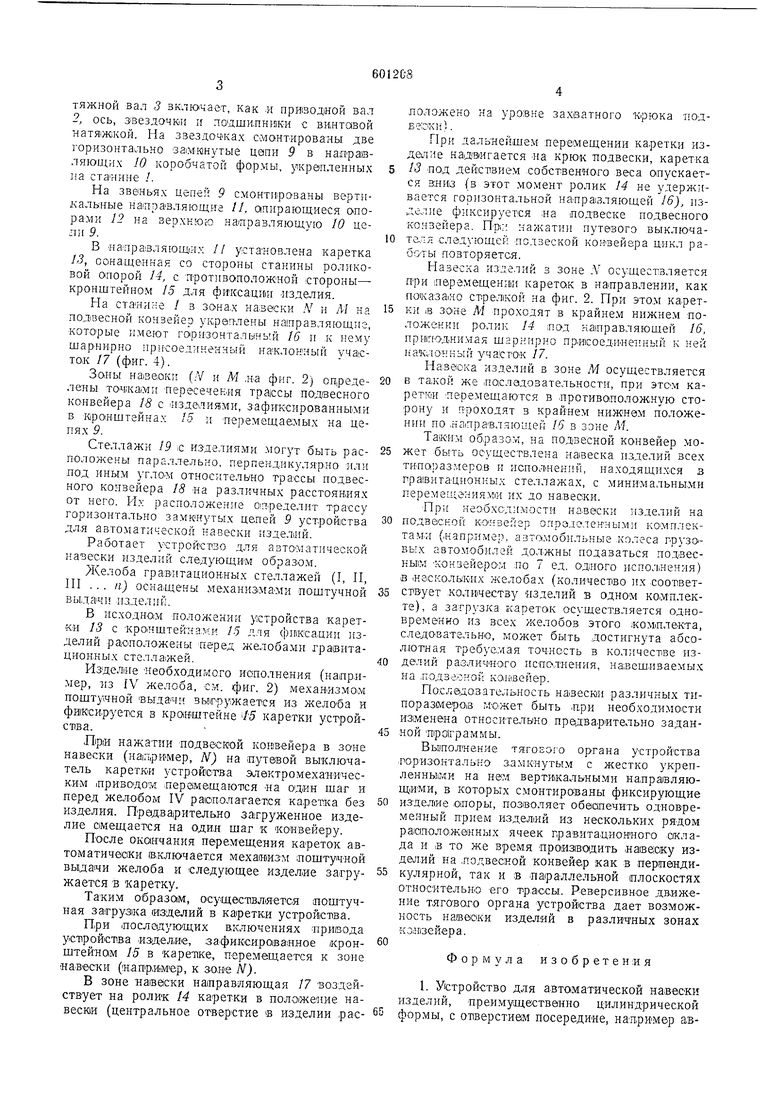
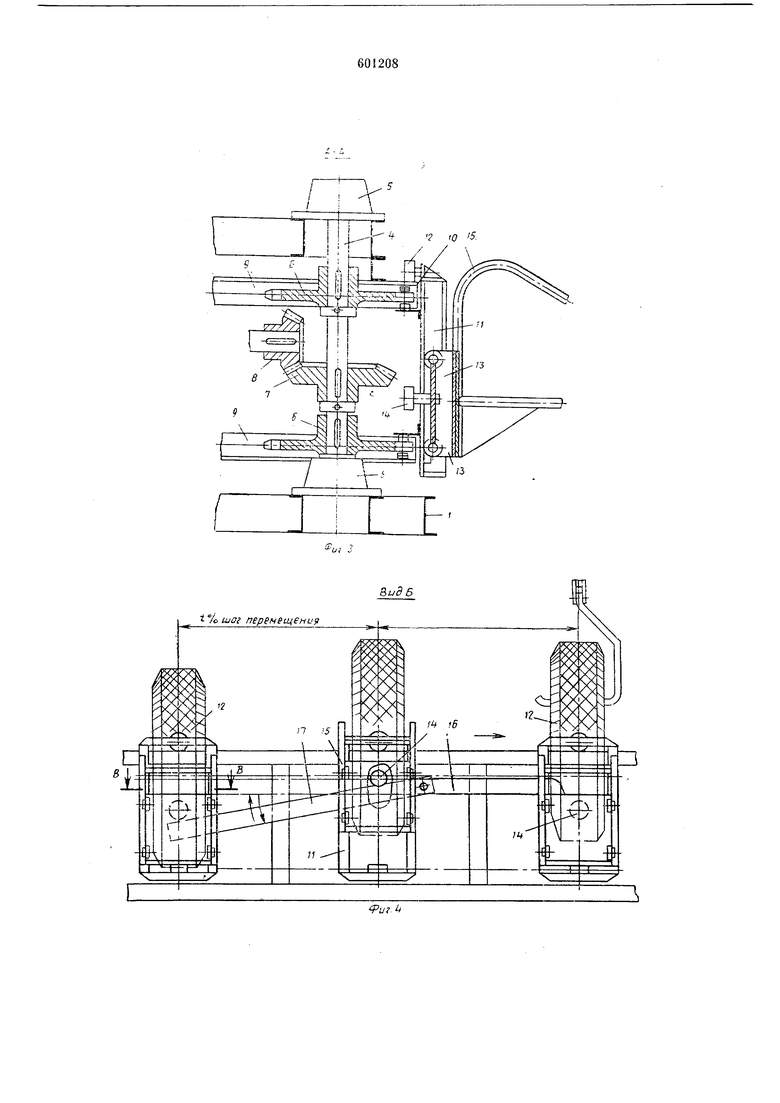
На / в зона.х на.вески ;V и М на подвесной конвейер укреплены нжправляющиз, которые имеют горИЗонталыный 16 п к шар-ни-рио прлсоединенный наклонный ,к 17 (фиг. 4).
Зоны на1зеоки (N и М .на фиг. 2) одределены точ/ками пересечения траюсы подаесного конвейера 18 с изделиями, зафиксированны.ми в кронштейнах /5 и перемепдаемых на цепях 9.
Стеллажи 19 с изделиями могут быть расположены параллельно, перпенд.икуляр.но или под иным углОМ относительно трассы подвесного конвейера 18 «а различных расстояниях от него. Их расположение определит трассу горизонтально замкнутых целей 9 устройства для автоматической навески издел ИЙ.
Работает устройстзо для автоматической назески изделий следующим образом.
Желоба гравитационных стеллажей (I, II, III ... п) оснащены механизмами поштучной выдачи -изделий.
В исходно полол ении устройства каретки 13 с кро нштейна.ки 15 для фиксации изделий расположены перед желоба.ми гравитационных стеллажей.
Издел|Ие Необходимого иополнения (напр.имер, из IV желоба, См. фиг. 2) механиз.мом поштучной выда-чи вьпгружается из желоба и фиксируется в кр01№штейне /5 каретки устройспва.
При нажатии цодвесиой конвейера в зоне навески (например, Л) на путевой выключатель кареткй устройства эитвктромеханическим jnpHBoaoM :перамещают1ся «а один шаг и перед желобом IV раоп.олатается карета а без изделия. Предварительно загруженное изделие смещается на один шаг к конвейеру.
После окоичания перемещения кареток автоматически включается мехаиизМ поштучной выдачи желоба и следующее изделие загружается в каретку,
Таким образам, осуществляется пОШтучная загрузила изделий в каретки устройства.
При послеяую-щих включениях привода устройства изделие, зафиксированное кронштейнам 15 в каретке, перемещается к зоне навески (наиример, к Л).
В зоне на1вбски направляющая 17 воздействует на рОлик М каретки в положение навеск1И (центральное отверстие в изделии расположено на уровне захеатного крюка тюдвескн).
При дальнейшем пере мещении каретки изделие надгаигается на крюк подвески, каретка 13 под действие.м собственного веса опускается вниа (в этот .момент ролик М не удерживается горизонтальной напра1зляющей 16), изделие фиксируется на подвеске подвесного конвейера. При нажатии путевого выклЮча0 те.ля следующей нодзеской кон-вейера цикл работы повтОряется.
Назеска изделий з зоне Л осуществляется при 1перемещен;и1 кареток в направлении, как по1ка:за1но стрелкой на фиг. 2. При этом каретки iB зоне М проходят в крайнем нижне.м положении ролик 14 под направляющей 16, приподнимая шарнирно присоединенный к ней наклОНный участок 17.
На:веока изделий в зоне М осуществляется Б та,кой же посладовательности, при этом кареткл Перемещаются в противоположную сторону и проходят в крайнем нижнем положении по лаправляющей 16 в зоне М.
Таким образом, на подвесной конвейер .мо5 жет быть осуществлена на1веска изделий всех
типоразмеров и исполнений, находящихся з
гра1витационных стеллажах, с минимальными
перемегдеНияма- их до навески.
При неО:бхсдимости на-ве ски изделий на 0 подвесной конвейер опралеленными кОМплектам.и (например, азто.мобильные колеса грузо вых автомобилей должны подаваться подвесным КонзейерО.м по 7 ед. одного испоЛ|Нения) в .нескольких желобах (количество их соответ5 ствует .количеству изделий в одном комплекте), а загрузка кареток осуществляется одновременно из всех желобов этого ко.мплекта, следовательно, может быть достигнута абсолютная требуемая точность в количестве из0 делий различно го исполнения, навешиваемых на ,подзе:оной ко.1йвейер.
После1давательность на1веск1И различных типоразмеров Может быть пр}1 необходимости изменена относительно предварительно задан5 ной Программы.
Вьшолнение тягового органа устройства горизонтально замкнутым с жестко укрепленными на нем вертикальными направляющими, в которых с.монтираваны фиксирующие 50 изделие опоры, позволяет обеапечить одноВременный прием изделий из нескольких рядом расположенных ячеек гравитационного склада и в то же время производить .навеоку изделий на подвесной конвейер как в перпендикулярной, так и s параллельной плоскостях относительно его тр.аосы. Рев-ерсивное движение тягового органа устройства дает возможность навеоки изделий в различных зонах лн1зейера.
Формула изобретения
1. Устройство для автоматической на вески
изделий, преимущественно цилиндрической
65 формы, с отверстием посередине, например автомобилыных ш,ин, на подвесной конвейер, включающее тятовый огрган и фиксирующие изделие опоры, отличающееся тем, что, с целью обеспечения од новременного приема изделий из нескольких рядом расположенных ячеек гравитационного оклада и обеспечения возможности навешивания изделий в перпендикулярной и параллельной ллоакостях относительно траосы 1канвейе;ра, тяговый оргая выполнен горизонтально замкнутым с жестко укреплен-ными вертикальными .направляющими, фиксирующие изделие опоры, сйабл ены роликами, взаимодействующими в зоне павески с копиром, и смонтированы ;В направляющих, а щаг последних равен шагу ячеек гравитацлонного оклада,
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения .возможности навески изделий в различных зонах конвейера при реверсивном движении устройства, ролик «а фиксирующих изделие опорах установлен консольно, а копиры в зонах павески шар нирно.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство До 260504, кл. В 65 G 47/02, 1967.
2.Ивановский К. Б. и Оболенский А. С. Перегрузочные устройства конвейеров штучных грузов. Машиностроение, 1966, с. 123- 125.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки гравитационного многоярусного стеллажа цилиндрическими изделиями | 1989 |
|
SU1654153A1 |
| Устройство для загрузки многожелобчатых гравитационных стеллажей штучными грузами с центральным отверстием | 1972 |
|
SU459390A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| СПОСОБ ЗАГРУЗКИ И ВЫГРУЗКИ АВТОМОБИЛЯ В МНОГОЯРУСНОЙ МЕХАНИЗИРОВАННОЙ АВТОСТОЯНКЕ С ОППОЗИТНЫМ РАСПОЛОЖЕНИЕМ ЯЧЕЕК ХРАНЕНИЯ ОТНОСИТЕЛЬНО ШАХТЫ ПОДЪЕМНИКА И АВТОСТОЯНКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120528C1 |
| Устройство для поштучной выдачи из пакета длинномерных изделий | 1990 |
|
SU1782889A1 |
| Подвесной конвейер | 1961 |
|
SU151961A1 |
| Вертикально-замкнутый конвейер | 1979 |
|
SU772937A1 |
| Устройство для передачи пачки длинномерных изделий от транспортного средства к питателю | 1989 |
|
SU1684198A1 |
| Устройство для перегрузки с подвесного конвейера изделий цилиндрической формы с отверстием | 1981 |
|
SU956389A1 |
| Устройство для перемещения и погрузки изделий | 1984 |
|
SU1161439A1 |
.0чо/о.;;о.
/
9
., 5
