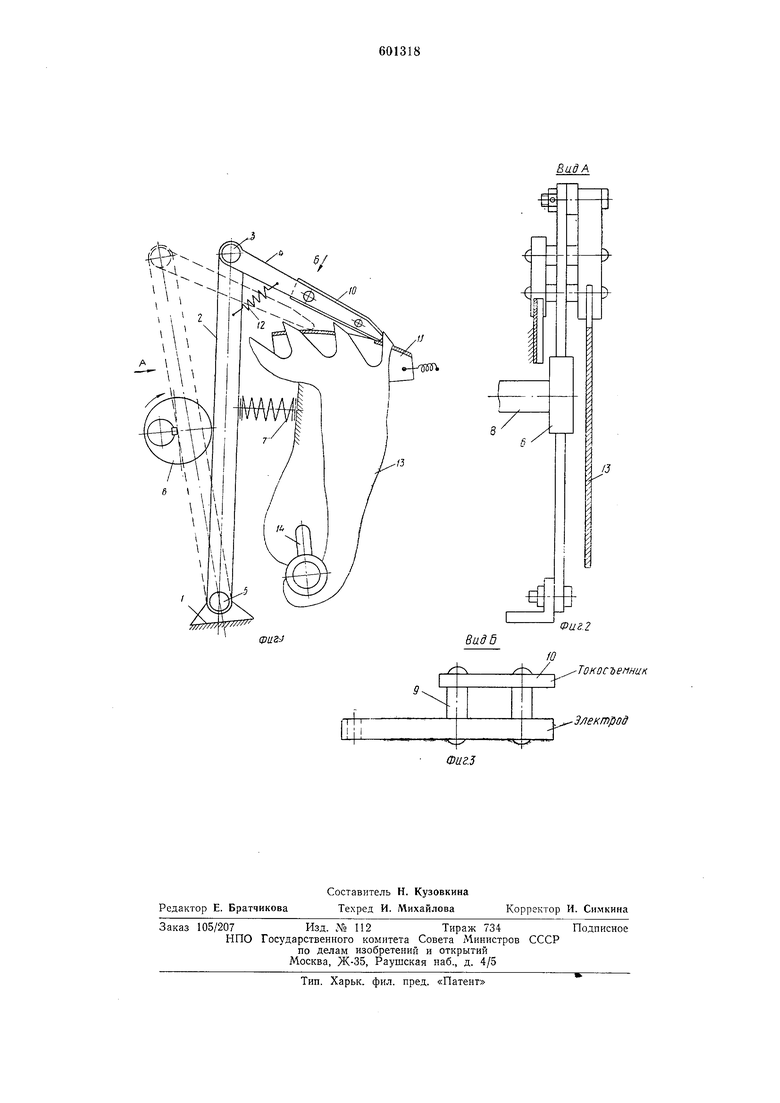
мощи кулачка 6 и пружины 7. В:ращение кулачка 6 происходит от привода через вал 5.
К электроду через вту.тки 9 с помощью винтов или за(крепо:К крепятся пласиина 10, один конец опирается на пластииу 11, имеющую криволинейную рабочую поверхность. Пластина 11 крепмтся к станине / устройства через изоляционную прокладку.
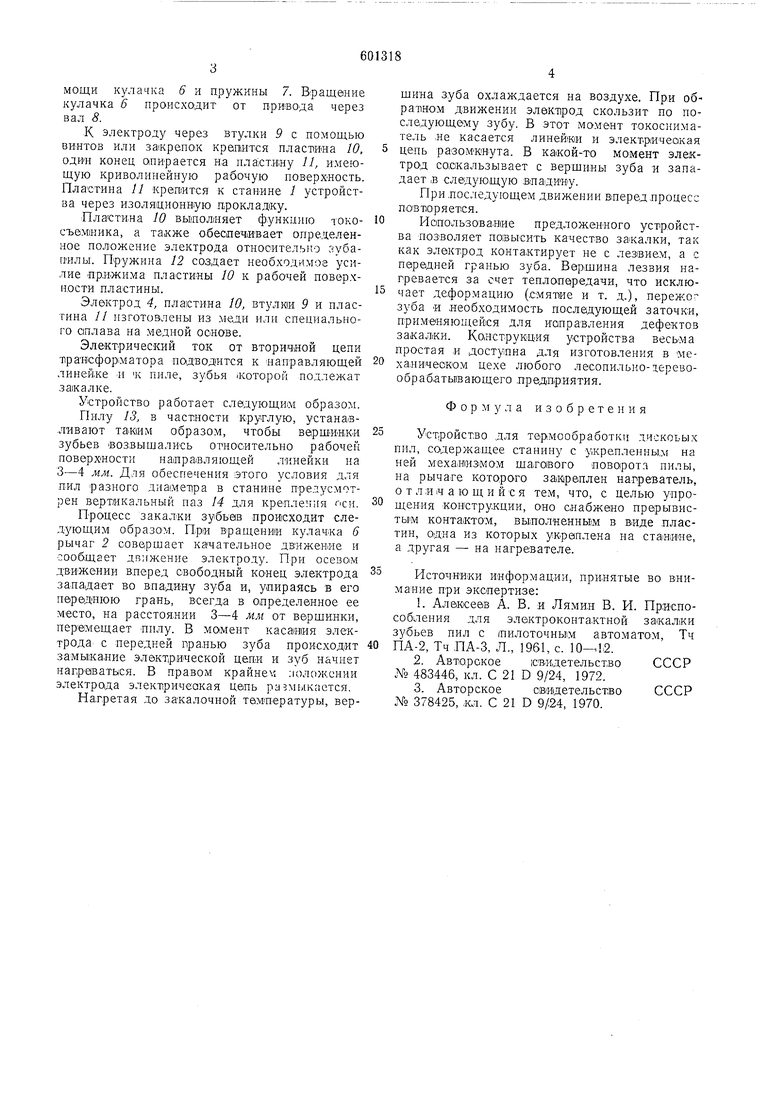
Пластина W выполняет функцию токосъемника, а также обеспечивает определенное положение электрода относительно зубапилы. Пружина 12 создает необходимое усилие прлжима пластины 10 к рабочей поверхности пластины.
Электрод 4, пластина 10, втулк и 9 и пластина // изготовлены из меди или специального аплава на медной основе.
Электрический то:к от вторичной цепи трансформатора надводится к направляющей линейке и к пиле, зубья жоторой подлежат за1калке.
Устройство работает следующим образом.
Пилу 13, в частности круглую, устанавливают таким образом, чтобы вврШИнки зубьев возвыщались относительно рабочей поверхности направляющей линейки на 3-4 мм. Для обеспечения этого условия для пил разного диа|мет1ра в станине предусмотрен вертикальный паз 14 для крепления си.
Процесс закалки зубьев происходит следующим образом. При вращении кулачка 6 рычаг 2 совершает карательное двнжегаие и сообщает движение электроду. При осевом движении внеред свободный конец электрода западает во внадину зуба и, упираясь в его переднюю грань, всегда в определенное ее место, на расстоянии 3-4 мм от вершинки, перемещает нилу. В момент касания электрода с передней лранью зуба происходит замыкание электрнческой цепи и зуб начнет нагрйваться. В правом крайнем положении электрода электрическая цепь размыкается.
Нагретая до закалочной тамнературы, вершина зуба охлаладается на воздухе. При обрат1но:м движении элекпрод скользит по последующему зубу. В этот момент токосниматель не касается линейкн и электричеокая цепь разомкнута. В какой-то момент электрод союкальзывает с вершины зуба и западает .в следующую впадину.
При .последующем движении вперед процесс повторяется.
Использование предложенного устройства позволяет повысить качество за калки, так как электрод контактирует не с лезвием, а с передней гранью зуба. Вершина лезвия нагревается за счет теплапе1редачи, что исключает деформацию (с.мя-пие и т. д.), пережо зуба и необходимость последующей заточки, применяюп1,ейся для исправления дефектов закалки. Конструкция устройства весь-ма простая н доступна для изготовления в механическом цехе любого лесопильно-деревообрабатывающего предприятия.
Формула изобретения
Устройство для термообработки дискоьых пил, содержащее станину с укрепленныл на ней механ1из1мом шагового поваротл пилы, на рычаге которого закреплен нагреватель, отличающийся тем, что, с целью упрощения конструкции, оно снабжено прерывисты контактом, выполненным в виде пластин, одна из которых укреплена на станине, а другая - на нагревателе.
Источники инфОрмации, принятые во внимание при экспертизе:
1.Алексеев А. В. и Лямин В. И. Приспособления для электроконтактной закалки зубьев пил с /пилоточньвм автоматом, Тч ПА-2, Тч ПА-3, Л., 1961, с. 10-.12.
2.Авторское свидетельство СССР № 483446, кл. С 21 D 9/24, 1972.
3.Авторское свидетельство СССР № 378425, .кл. С 21 D 9/24, 1970.
(PU2J
/J
Фиг. 2
вид б
-Токосъемник.
L3
-Электрод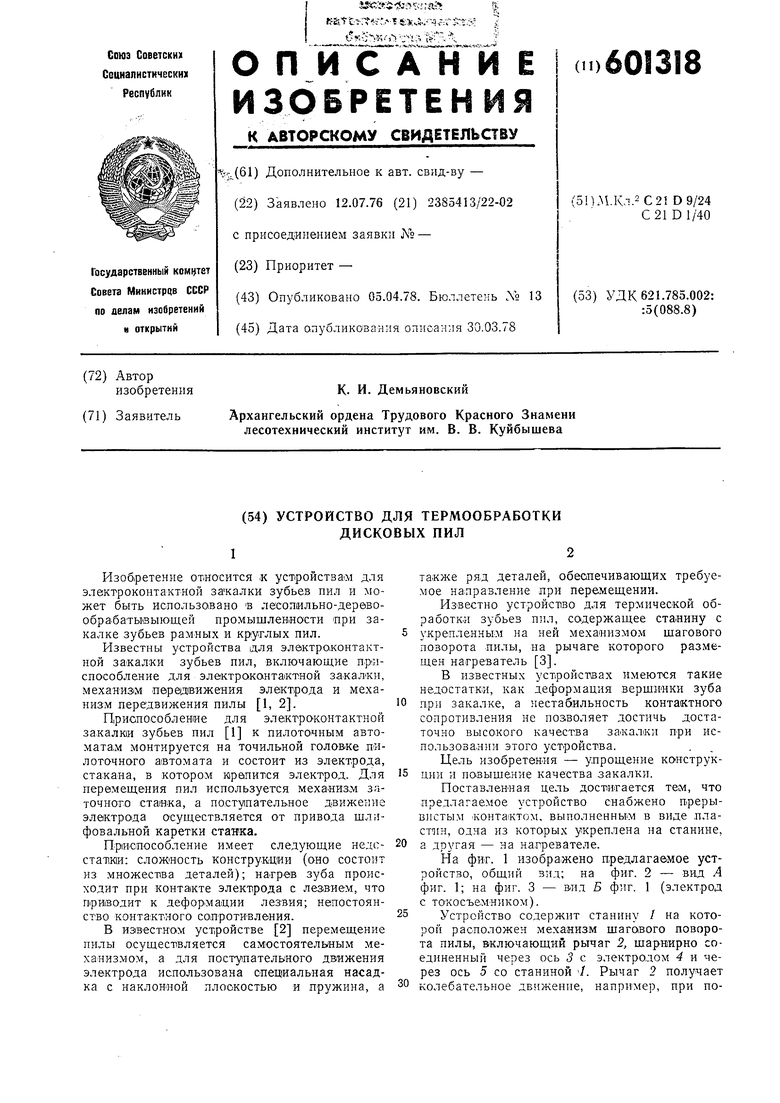
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроконтактной закалки вершин зубьев дисковых пил и устройство для его осуществления | 1990 |
|
SU1786140A1 |
| Станок для профильной заточки пил | 1979 |
|
SU803257A1 |
| Станок для профильной заточки пил | 1988 |
|
SU1703307A1 |
| Станок для закалки ленточных пил | 1979 |
|
SU863678A2 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU546442A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛЫ | 1998 |
|
RU2138564C1 |
| Установка для электроконтактной закалки зубьев дисковых пил | 1989 |
|
SU1724704A1 |
| Устройство для электроконтактной закалки зубьев дисковой пилы | 1989 |
|
SU1668419A1 |
| Устройство для закалки зубьев дисковых пил | 1987 |
|
SU1456476A1 |