поворот приводному рычагу 16 Шпинд пь 29 шлнФоьальной головки со шлифопаль- ным кругом 30 сфснчаен-я оч зпектродвшч- теля 32. И;: 33 станка услйиошшна люлька 39, не которой размещен второй множительный г-н-чу-змпам. M -isiixiii -Н) которого проичиодмтгя носфойи 1 на пысоту за- тачннаомь.-- оуГ-.ьсг; нпль.. Посредством
качолки 42 этого множительного механизма шлифовальная головка кинематически связана с опорным элементом 19. В результате сочетания движений подачи пилы 1 и подъема шлифовальной головки посредством качалки 12 осуществляется обкатка шлифо- пнпьным кругом 30 затачиваемого зуба пилы 1 по профилю задней поверхности. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для профильной заточки пил | 1979 |
|
SU803257A1 |
| Станок для профильной заточки пил | 1985 |
|
SU1305975A2 |
| Станок для заточки ленточных пил | 1974 |
|
SU553066A1 |
| Устройство для боковой заточки твердосплавных пил | 1990 |
|
SU1780996A1 |
| Механизм подачи зубьев пилы собачкой при заточке | 1959 |
|
SU127557A1 |
| Станок для заточки боковых граней зу-бьЕВ пил | 1979 |
|
SU850337A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ЛЕНТОЧНЫХ ДЕЛИТЕЛЬНЫХ | 1967 |
|
SU205519A1 |
| Станок для нарезания зубьев дисковых фрез | 1982 |
|
SU1084118A1 |
| Станок для заточки инструмента | 1989 |
|
SU1761392A1 |
| Устройство для заточки боковых граней зубьев инструмента | 1981 |
|
SU1006170A1 |
Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано в деревообрабатывающей промышленности для профильной заточки зубьев пил. Цель изобретения - повышение качества и экономичности заточки. Механизм подачи пилы 1 содержит подающую собачку 2, установленную на рычаге 3, упругий элемент 6, установ- ленный в одновременном контакте с коренным рычагом 7 и рычагом 3. Настройка на шаг пилы производится гайкой А первого множительного механизма, кинематически связанного качалкой 13 с нижним плечом приводного рычага 16 привода подач. Второе плечо приводного рычага 16 кинематически связано с опорным элементом 19 шлифовальной головки, выполненным в виде плоского кулачка. Мотор-редуктор 22 посредством эксцентрика 23 сообщает Ё VJ О GJ GJ О VI Фиг.1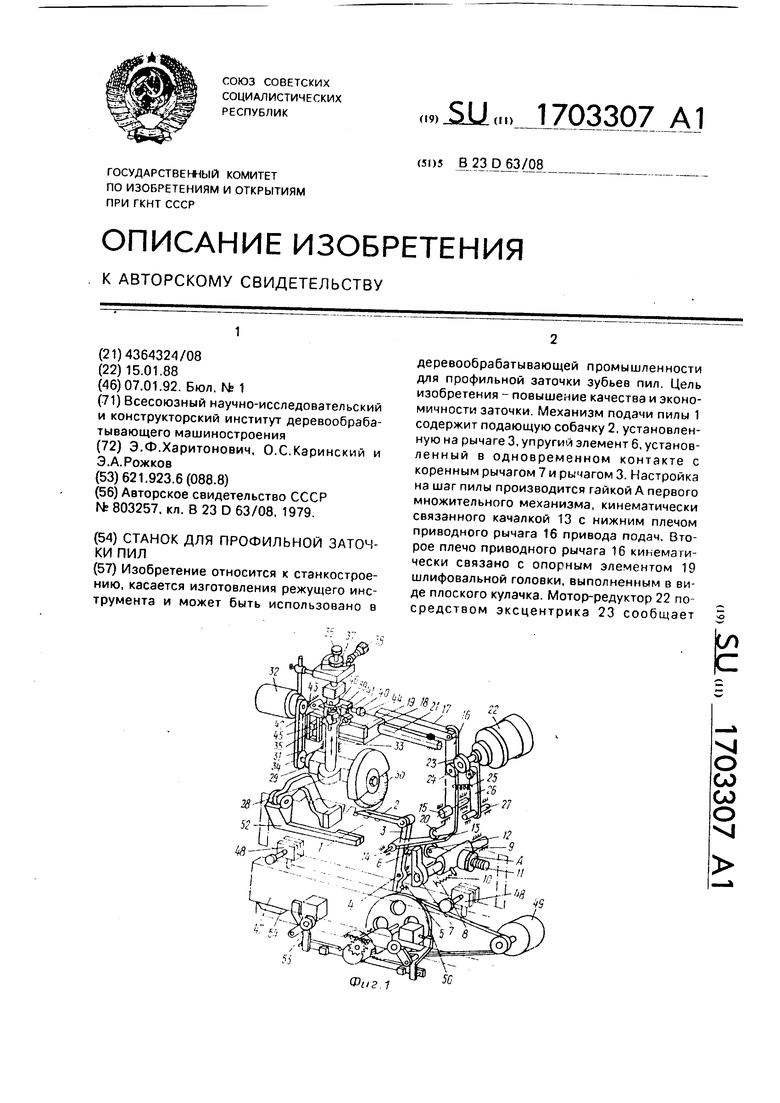
ПЗООР Л . Н /К; С НИ Ю- i . IC;. ; .:
груме 11 ; . i 01. дерево :;юиаоо ы(пюще для пиОФилы иг; л,т: счк
L,f ih -i: OC;:
na ;- . j.ioi-.uMimHoc к J;TI
i .; , к CTriHiccci рое iiо:Фелони:-; иежущего ппо- ич oi. ib использовано в пормышленност и
3v 6o J9 ПИЛ
iOB-iu:...: кпчксг- ;i:n
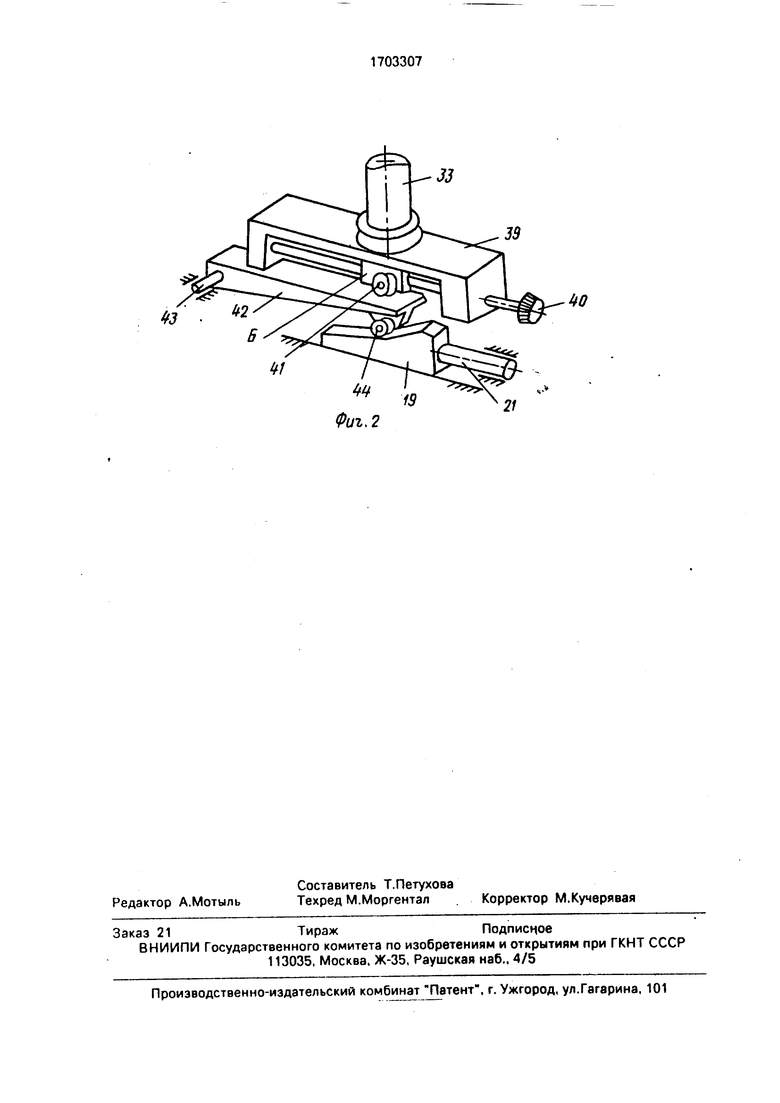
На фч 1 113оГн-лжс-нз кинематическая схема ски .кп .аля профильной г чочки пип; ну фиг. / г-: ic ме-;аниз -1 качу
ПНЯ UiJUivOB/ ibm;:, 10ЛОП.К1 ,
Стн-юк д;т: нио рилыюп зточки i n/i со- дцр;: и у гононлс-мП. н сгакнне механизм гюдпчи ri /:;;i,i . катор й н,1полнен из подсистем ...of:.-)4i:v. . устлпоолвнной на ры- чагу 3. Р;: 1 .- . ; ;:опй ;;:/ 2 сьоПидно сид на ос.1.-; Kei.iKui i yriopf i о. Кромц того, механизм гк;.цйчи nvirib: i ьостош из упругого элемента о, 1,с|л;н,ого рычага V и нала 8. На вал посэм-сн корпус S множительного ме- хзнизма с пружиной 10. гаг.кой Л, винтом 11 с роликом 12 и кочал -тч 3 с осью 14. На оси
15 ПрМИОДНий рЫЧЫ Н;,, СВЛЗЛ-1МиЙ
посредством т °г и 17 с :юлэуном i 8. к котором зэкрогыС н опорнм; . . 19, Hi- ./к- нес плечо )Д| ого рыч-чгз 16 и моет ролик 20, . .чн H.-J клчалку 3. i ion3VH iB СдЮбОД ;./ С / .,1МТ НИ Сг йЛГ .е 21,
нппрл.|.чЯ Ощо:Р, /;ля пего.
.юод подач «к;;к) -:.лат мотор-реду юр 22, cii.e-iipnк 23. оздейсдующий на ро- ли.к 2- приходного рычагл 16. Кинематические зглиУ -.п.ню рО Ч .к:- 7.А с эксцентриком 23 осущестиляе.ся прукиной 25, которая пзводмгся Э1 сценгриг:пм 23. .оздойствую- u.iHM па ролик оычс;г;5 2 j с, o. -JO .
Ш;н1фо; ялы йч голо -ка станка выполнена в виде корпуса 2о, чнутри к.(.:орого размещен uj л ч ф о в л л ь ; i .i и i.un и и деяь 29 со смснтирочанными но его к.снц.чх (илн Ьооаль- ны,-1 кругом 30 и шкивом 31, соодинопним ременной передачей с .тродвиггЧтег.ом 32. Корпус 28 ::.аг.рэплс.и ;ц, ij.rtoue оЗ. установленном в направляющи/ 31. Зпутри инока 33 находит../ гай; .п 35 с ингом 36. На ытоке 33 оаг.пплпжен xp..-:noL. v/i ..ехакмзм 37 с: лек:
0
0
5
0 5
0
кругом 30
5
ромагнитным приводом 3В. На штоке 33 размещена люлька 39, на которой смонтирован второй множительный механизм, включающий винт 40 с подвижной гайкой Б и роликом 41. Последний опирается на качалку 42, посаженную на ось 43. Качалка 42 опирается роликом 44 на опорный элемент 19.
Повороту корпуса 28 со шлифовальным и штока 33 под действием сил резания при заточке препятствует палец 45 : поправляющими 46. Настройка станка на глубину резания осуществляется винтом 36 пручную, а электромагнитом 38 - автоматически. Для установки пилы 1 на станок служит каретка 47 с зажимами 43.
Автоматический возврат каретки с пилой 1 в исходное положение осуществляется от электродвигателя 49 посредством ременной передачи 50 и цепной передачи 51. Зажим пилы 1 в зоне заточки осуществляется подпружиненным прижимом 52. Управление работой станка в автоматическом режиме осуществляется с помощью коман- доаппарата ЬЗ и кулачков 54.
Станок работает следующим образом.
Затачиваемая пила 1 устанавливается на каретке 47 в зажимах 48. Каретка находится в крайнем правом исходном положении. С помощью гайки А с винтом 11 и винта 40 производится настройка на шаг и высоту зубьев пилы, а винтом 3G производят настройку на глубину снимаемого слоя.
Осуществляют запуск электродвигателя 32 привода главного движения. Через ременную передачу вращение передается шпинделю 2 J со шлифованным кругом 30. Далее включают мотор-редуктор 22, приводящий оо вращение эксцентрик 23, который, воздействуя на ролик 24. поворачивает природной рыча) 16. Движение от приводного рычага через ролик 20 передается на качалку 13 и через ролик 12 на вал 8 с корпусом множительного механизма 9 и рычагом 7. Далее через упругий элемент 6 движение передается рычагу 3 собачки 2, перемещающей пилу 1 на шэг зуба.
Перемещение рычага 3 подающей собачки 2 ограничивается жестким упором 5, чем достигается постоянство переднего положения подающей собачки 2 вне зависимости от геометрических и кинематических погрешностей цепи подяч. Перегрузки компенсируются за счет деформации упругого элемента 6.
Одновременно приводной рычаг 16 через тягу 17 перемещает ползун 18 с опорным элементом 19 по направляющей скалке 21. Опорный элемент 19, перемещаясь на схеме справа налево, поднимает качалку 42 совместно с опирающейся на нее посредством ролика 41 люлькой 39 и связанный со штоком 33 при помощи винтовой передачи 35 и 36 круг 30.
В результате сочетания движений подачи пилы 1 и подъема шлифовальной головки осуществляется обкатка шлифовальным кругом 30 затачиваемого зуба пилы 1 по профилю задней поверхности. Закон движения формообразования задается с помощью опорного элемента 19, выполненного в виде плоского кулачка.
После достижения ползуном 18 крайнего левого положения происходит его обратный ход. Кинематическое замыкание ролика 24 приводного рычага 16 с эксцентриком 23 осуществляется пружиной 2Ь. взводимой рычагом 26, э роликов 20 и 12 с ка -алкои 13 - посредством пружины 10. Происходит отвод подающей собачки 2 от передней грани зуба.
Под действием собственного веса происходит опускание шлифовальной головки и перемещение шлифовального круга 30 вдоль передней грани зуба. Осуществляет ся заточка шлифовальным кругом 30 передней грани зуба и формирование радиуса перехода от передней к задней поверхности зубьев.
Цикл продолжается до тех пор, пока не будет заточен последний зуб. В это время кулачок 54 воздействует на конечный выключатель командоаппарата 53, шлифовальная голсвкз стопорится в верхнем положении, после чего каретка 47 с пилой 1 возвращается в исходное положение электродвигателем 49 посредством ременной 5 50 и цепной 51 передач. При этом осуществляется автоматическая поперечная подача на глубину резаний с помощью храпового механизма 37 с электромагнитным приводом 38 v, включается новый цикл работы
0 станка. После совершения заданного числа проходов станок автоматически отключается.
Предлагаемый станок позволяет повысить производительность заточки пил при
5 осуществлении регулировки режимных параметров станка в 1,4 раза, снизить вибрации, исключить ударные нагрузки и, следовательно, повысить надежность и долговечность станка и качество заточки пил.
0Формула из обретения
Станок для профильной заточки пил, выполненный в виде станины с расположенной на ней шлифовальной головкой с опорным элементом в виде конематически
5 связанного с приводом подач посредством приводного рычага плоскою кулачка, механизма подачи пилы с рычагом подающей собачки, коренным рычагом и упругим элементом, узами бззировакиу и зажима пилы,
0 отличающийся тем, что, с целью повышения качестпа и экономичности заточки, станок снабжен размещенными на станине двумя множительными механизмами, каждый из которых включает в себя каГ3 чалку и предназначенные для изменения угла качания последней пикт и айку, приводной рычаг выполнен друплечим, при этом его второе плечо кинематически связано г, рычагом подающей соэачки посредст0 сом качалки одного множительного механизма, шлифовальная головка кинематически связана с опорным элементом посредством качалки второю множительного механизма, э упругий злеменг устаное ен в
5 контакте с коренным рычагом и рычагом подающей собачки.
4/
Фиг.2
JJ
39
s
| Станок для профильной заточки пил | 1979 |
|
SU803257A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
