Известны станки для аагибания сразу обоих концов металлической полосы вокруг оправки посредством скобообразного пуансона с роликами на концах. В подобных станках предлагается ролики укреплять на эксцентричных осях, автоматически поворачиваемых при движении пуансона. Это позволяет производить изгибание под утлом больше требуемого и тем компеисировать упругую деформацию металла, вследствие которой концы расходятся после прекращения действия пуансона, и их приходится снова подгибать вручную.
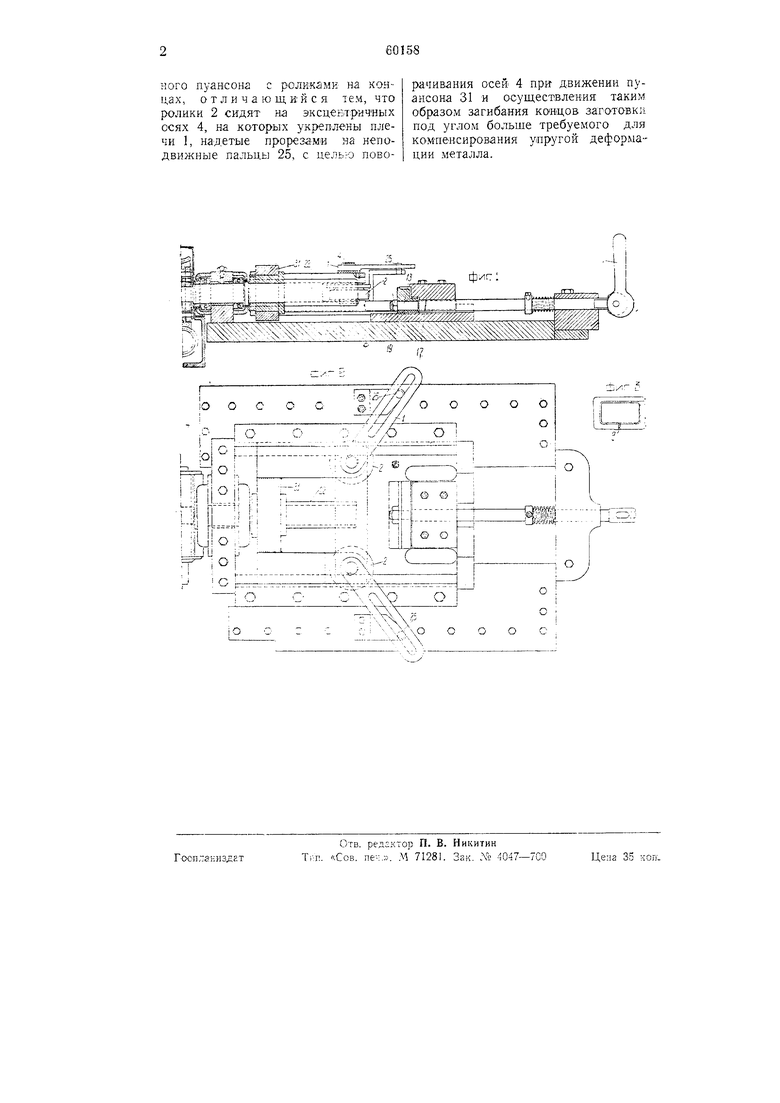
На чертеже фиг. 1 изображает продольный разрез ста)нка; фиг. 2 - вид его сверху; фиг. 3 - изделие.
В качестве примера изделия, изгибаемого на предлагаемом станке, на фиг. 3 изображен фланец, свариваемый в месте (а).
Угловое железо закладывается между упором 19 и оправкой 17 и зажимается натяжкой оси 13 посредством эксцентриковой рукоятки 7. Пуансон 31 с роликами 2 при вращении винта 22 находит на угловое железо и огибает его вокруг
оправки 17, образуя два угла фланца. После отхода пуансона назад фланец перестаказливается загнутыми сторонами к пуансону и такям же образом на нем получаются два вторых угла. Стык концов, проходящий посредине стороны, сваривается.
Для компенсирования упругой деформации материал нужно загнуть на угол, больщин требуемого, в данном случае больше 90°. Это достигается путем автоматического поворота эксцентричной оси 4 ролика 2 плечами 1, надетыми своими прорезами на неподвижные пальцы 25. При таком устройстве ролики 2, пройдя вершину углов, начинают сближаться.
Станок Цризодйтся в движение электродвигателем с автоматическим концевым выключением в обоих направлениях.
Предмет изобретения.
Станок для одновременного загибания обоих концов металлической заготовки, состоящий из матрицы и надвигаемого на кее скобообразного пуансона с роликами на концах, отличающийся тем, что ролики 2 сидят на эксцевтричных осях 4, на которых укреплены плечи 1, надетые прорезами на неподвижные пальцы 25, с целью поворачивания осей 4 при движении пуансона 31 и осуществления таким Образом загибания конщов заготовки под углом больще требуемого для компенсирования упругой деформации металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для одновременного загибания обоих концов металлической заготовки | 1939 |
|
SU59363A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Станок для изгибания арматурного железа | 1937 |
|
SU54016A1 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
| Устройство для автоматического управления механизмами машин-орудий | 1937 |
|
SU55814A1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| СТАНОК ДЛЯ ЗАГИБАНИЯ В СПИРАЛЬНУЮ ФОРМУ МЕХАНИЧЕСКИ ПОДАВАЕМОЙ К ЗАГИБОЧНЫМ РОЛИКАМ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1930 |
|
SU38928A1 |
| Рабочий механизм станка для изготовления шпилек для волос | 1959 |
|
SU128443A1 |
| СТАНОК ДЛЯ ХОЛОДНОГО ИЗГИБАНИЯ ТРУБ | 1935 |
|
SU49751A1 |