Обычно при кузнечной обработке металл сначала, для уменьшения сечения его, протягивают под плоскими бойками, а затем уже прокатывают в обжимке.
Предлагаемая кузнечная обжимка имеет своим назначением дать возможность произво|дить эти операции одновременно, для чего ручей ее она1бжен, ic целью уменьшения сечения обрабатываемого материала, суживающейся в напразлении внутрь частью с волнистым продольным профилем, переходяплей для окончательной Прокатки материала в калибрующую часть с обычным гладким продольным црофилем одинакового сечения по всей длине.
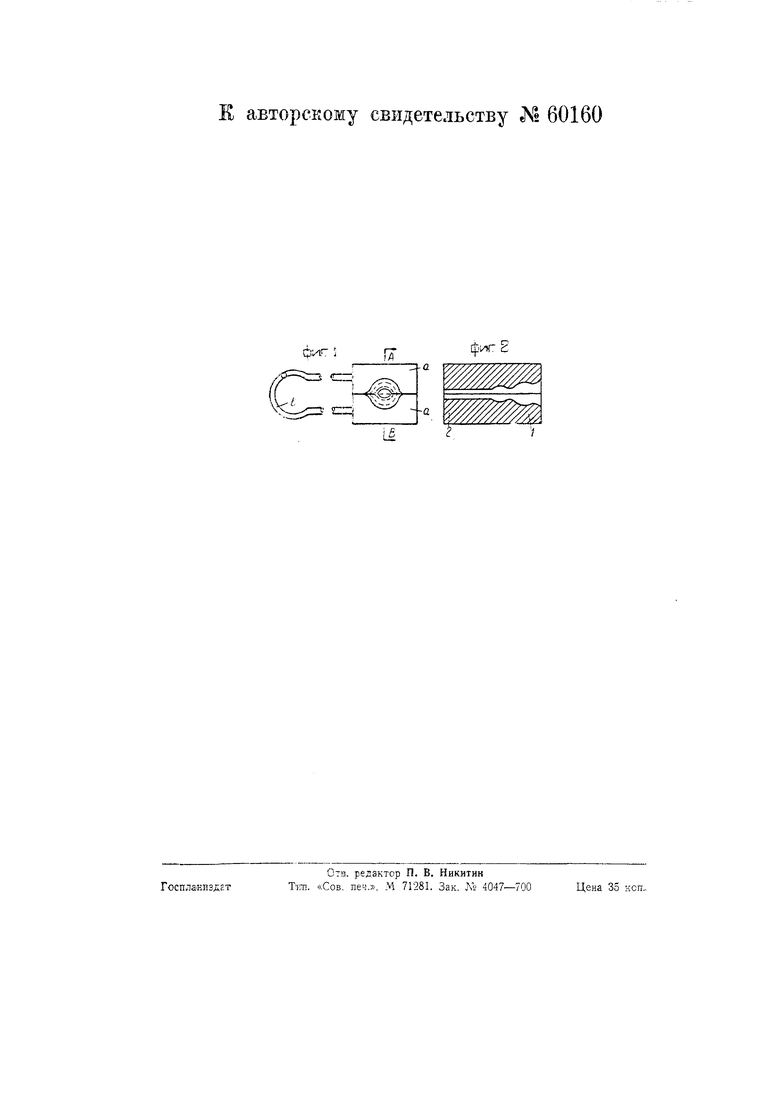
На чертеже фиг. 1 изоб ражает вид спереди кузнечной обжимки, фиг. 2 - разрез ее по АВ фиг. 1.
Обжимка состоит из двух плащек (а), связанных рукояткой (Ь). Ручей обжимки выполнен из двух частей, ИЗ которых суживающаяся в направлении внутрь часть 1 имеет волнистый продольный профиль и
служит для протягивания материала с целью уменьшения сечения его. Волнистая часть переходи затем в калибруюш,ую часть 2, и.меющую обычный гладкий продольный профиль одинакового сечения по всей длине, где материал окончательно прокатывается.
Таким образом операци:- : протягивания материала, с целью уменьшения сечения его, и окончательная прокатка производятся одновременно, чем уменьшается время обработки иувеличиваетея производительность работающего.
Предмет изобретения.
Кузнечная обжимка, отличающаяся тем, что ее ручей имеет для уменьшения сечения материала сужающуюся в направлении внутрь часть 1 с волнистым продольным профилем, переходящую в калибрующую часть 2 с обычным гладким продольным профилем одинакового сечения по в-сей длине.
ф:- И
ф1/)Г S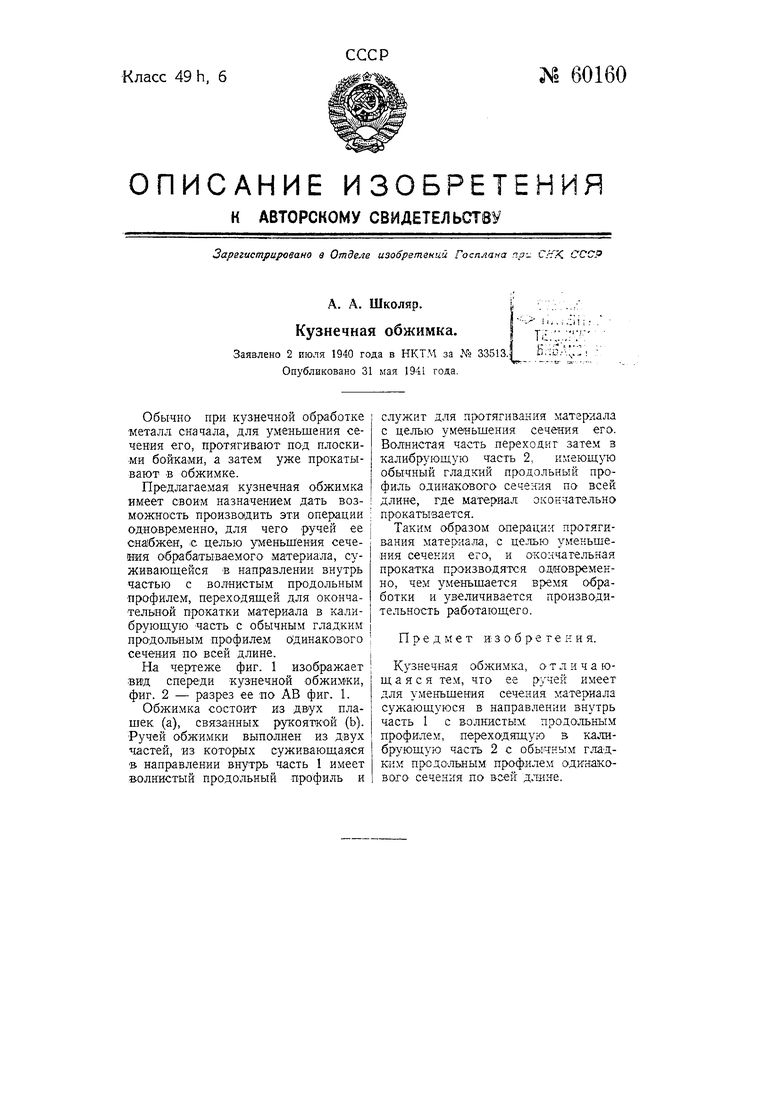
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| Способ горячей прокатки полос переменного поперечного сечения | 1987 |
|
SU1482739A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ, УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕЛЬСОВ И РЕЛЬС, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2530609C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Способ получения периодических профилей постоянной ширины | 1990 |
|
SU1810199A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1996 |
|
RU2103100C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2014 |
|
RU2597183C2 |
| Стан для непрерывной прокатки груб на сердечнике | 1931 |
|
SU43373A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |