1
Изобретение относится к области калибровки рабочих Волков станов периодической продольной прокатки труб.
Известен валок для холодной пилигримовой прокатки труб, содержащий расположен- 5 ный по длине окружности бочки валка ручей с переменным уменьшающимся поперечным сечением и выполненный на части бочки валка, соответствующей. калибрующему участку, симметрично оси ручья распорный гребень }о
11Известен также валок, содержавши круглый ручей с выпусками и примыкающие к выпускам симметричные прямоугольные проточки, глубина которых меньше irx шири- |5 ны 2.
Данные валки позволяют прокатывать точные по форме трубы, но предназначены они только для прокатки труб с ребрами.
Наиболее близким техническим решением20 к предложенному является валок для периодической прокатки труб, содержащий расположенный по винтовой линии на бочке валка ручей круглого переменного поперечного сечения З.25
При работе таких валков в обкат , когда бочки постоянно касаются друг друга, 1ФОМКИ ручьев находятся в условиях больших контактных деформаций, превышающих упругие деформации. В этих условиях получаются качественные по форме круглые трубы, но с рисками и царапинами на поверхности, которые появляются иэ-за смятия кромок ручьев.
Цепью изобретения является повышение качества готовой продукции.
Для достижения этой цели в предложенном валке на бочке выполнены прямоугольные, примыкающие с двух сторон к ручью канавки, ширина которых составляет 5-10 их высоты.
Наличие прямоугольных канавок, примыкающих к ручью, позволяет повысить качеС1 во прокатываемых труб за счет устранения образования заусенцев на кромках ручья калибра.
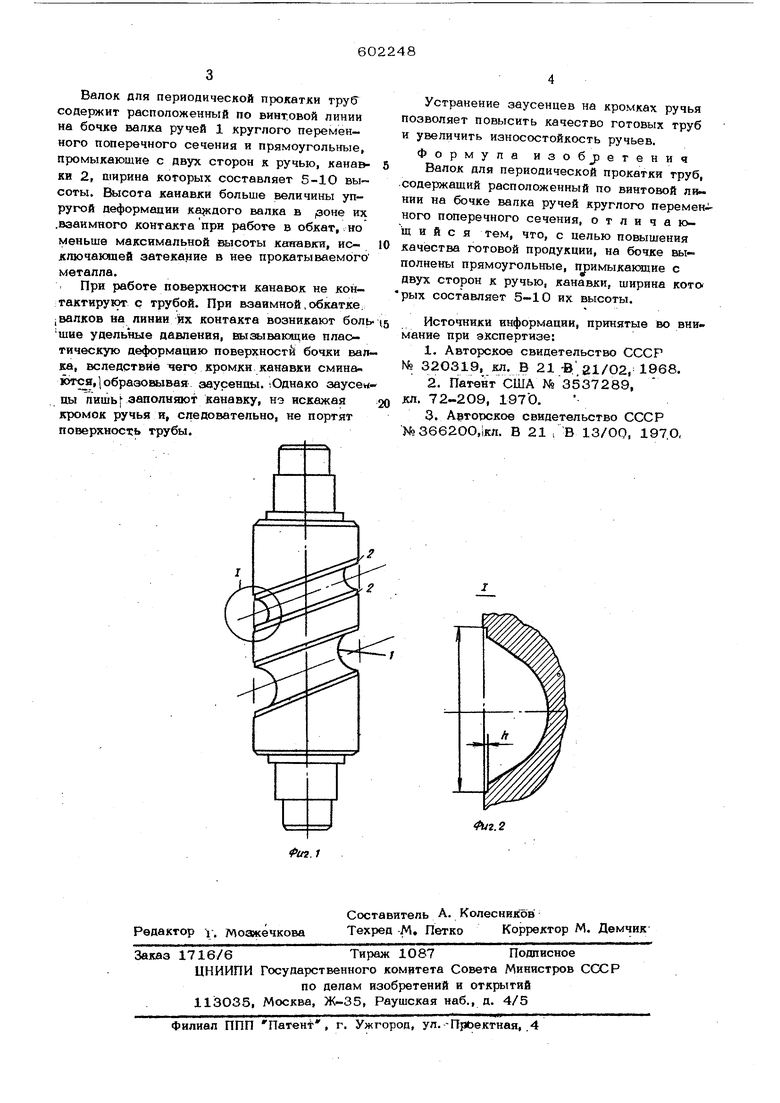
На фиг. 1 показан предлагаемый валок, общий вид; на фиг. 2 - узел I на фиг. 1. Валок для периодической прокатки трубГ содержит расположенный по винтовой пинии на бочке валка ручей 1 круглого переменного поперечного сечения и прямоугольные, промыкающие с двух сторон к ручью, канавки 2, ширина которых составляет 5-10 высоты. Высота канавки больше величины упругой деформации валка в роне их .взаимного контакта при работе в обкат, но меньше максимальной высоты кшгавки, исключающей затекание в нее прокатываемого металла. При работе поверхности канавок не контактируют с трубой. При взаимной, обкатке I валков на линии их контакта возникают боп шие удельные давления, выаывакщие пластическую деформацию поверхности бочки вап ка, вследствие чего кромки канавки сминаются, | образовь1вая заусенцы. .Однако заусем пы liHiubf заполняют канавку, нэ искажая кромок ручья и, следовательно, не портят поверхность трубы. Устранение заусенцев на кромках ручья позволяет повысить качество готовых труб и увеличить износостойкость ручьев. Формула изобретения Валок для периодической прокатки труб, содержащий расположенный по винтовой линии на бочке валка ручей круглого переменного поперечного сечения, отличающийся тем, что, с целью повышения качества готовой продукции, на бочке выполнены прямоугольные, примыкакдцие с двух сторон к ручью, канавки, ширина кото рых составляет 5-10 их высоты. Источники информации, принятые во вни мание при экспертизе: 1. Авторское свидетельство СССР № 32О319, кл. В 21 -В 21/02, 1968. 2.Патент США №3537289, кл. 72-209, 1970. 3.Аэторское свидетельство СССР NO 3662ОО,1кл. В 21 /В 13/00, 197.0,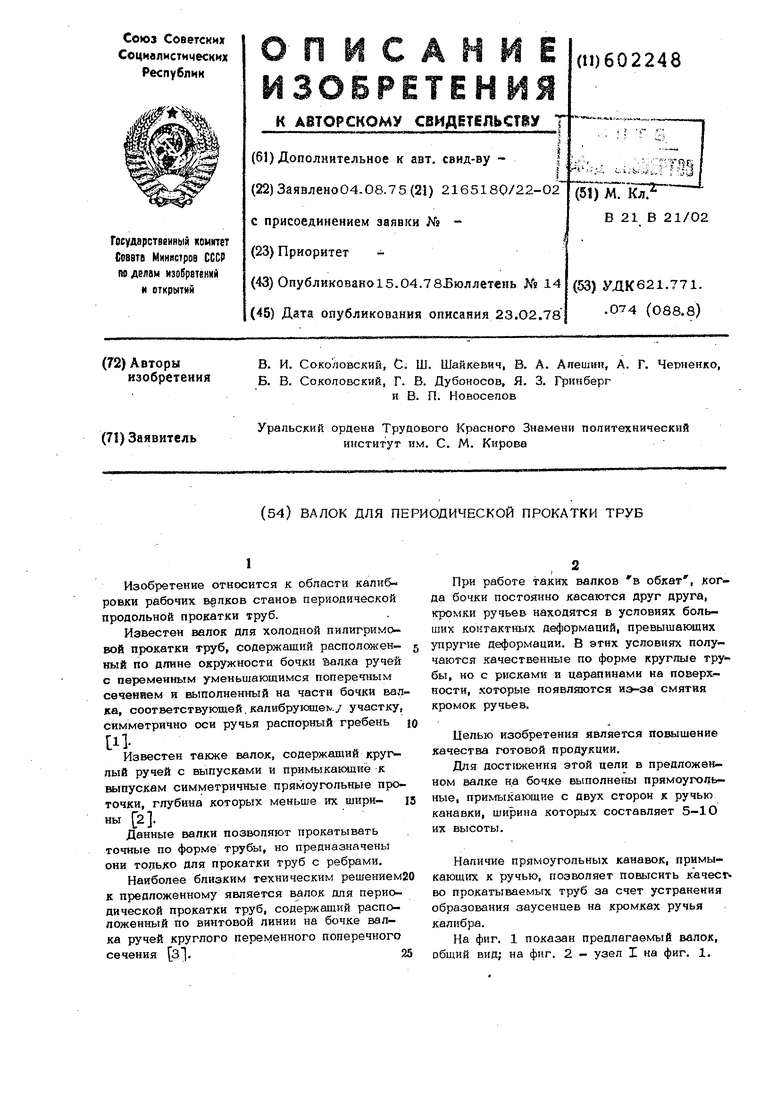
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной прокатки | 1979 |
|
SU839633A1 |
| Валок для продольной прокатки труб | 1978 |
|
SU689752A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2002 |
|
RU2225763C1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ горячей прокатки полос переменного поперечного сечения | 1987 |
|
SU1482739A1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
