Изобретение относится к прокатному производству, а именно к конструкции валков для шаговой прокатки круглых профилей.
Известны прокатные валки для получения круглых профилей на станах ХПТ и пильгерстанах /1/. Прокатные валки этих станов имеют обжимной и калибрующий участки. На обжимном участке нарезан ручей, имеющий форму полуовала с выпусками. Изготовление ручьев такой формы очень трудоемко и требует применения специального оборудования. По высоте ручьев во время прокатки имеет место значительное скольжение металла, приводящее к повышенному износу поверхности ручьев. При прокатке в таких ручьях из-за возможности образования заусенцев на прокатываемом металле ограничена величина подачи.
Таким образом, указанные прокатные валки трудоемки в изготовлении, а их применение при прокатке ограничивает производительность процесса прокатки.
Наиболее близким по технической сущности и достигаемому эффекту являются валки, используемые при реализации способа шаговой прокатки круглых профилей /2/. Рабочая поверхность этих валков имеет обжимной участок с гладкой бочкой и калибрующий участок с ручьем, образующим с ручьями других валков, установленных в одной прокатной клети, круглый калибр.
Недостатком этих валков являются неблагоприятные условия формоизменения при прокатке металла калибрующим участком валков, получаемого в предыдущем шаге деформации обжимным участком валков. Это связано с тем, что при деформации металла обжимным участком валка с гладкой бочкой на заготовке получается плоская грань, которая в следующем шаге деформации за счет подачи заготовки и линейного смещения металла переместится в зону деформации калибрующим участком валка. Деформация заготовки с указанными плоскими гранями калибрующим участком валков с ручьем приведет к образованию на ней врезов, которые при дальнейшей прокатке превратятся в закаты. Это снизит качество получаемого круглого проката.
Таким образом, основным недостатком при применении валков по прототипу является низкое качество круглого проката.
Задачей предлагаемого изобретения является повышение качества получаемого круглого проката.
Поставленная задача достигается тем, что на валке для шаговой прокатки круглых профилей, рабочая поверхность которого имеет обжимной участок, выполненный переменным радиусом из оси поворота валка, калибрующий участок с ручьем, согласно изобретению, на части длины обжимного участка, примыкающей к калибрующему участку и ограниченной с другой стороны точкой пересечения дуги, образованной радиусом, равным расстоянию от оси поворота валка до вершины ручья в начале калибрующего участка, с дугой, образующей обжимной участок, выполняют ручей, форма и размеры которого монотонно изменяются от формы и размеров ручья на калибрующем участке до гладкой бочки.
Заявляемая форма рабочей поверхности валка за счет размещения в конце обжимного участка ручья с формой и размерами, монотонно изменяющимися от формы и размеров ручья на калибрующем участке до гладкой бочки, позволяет осуществлять “плавный” переход от профиля с гранями к круглому профилю, исключая при этом образование врезов и закатов на готовом круглом профиле.
Предлагаемый валок для шаговой прокатки проиллюстрирован чертежом.
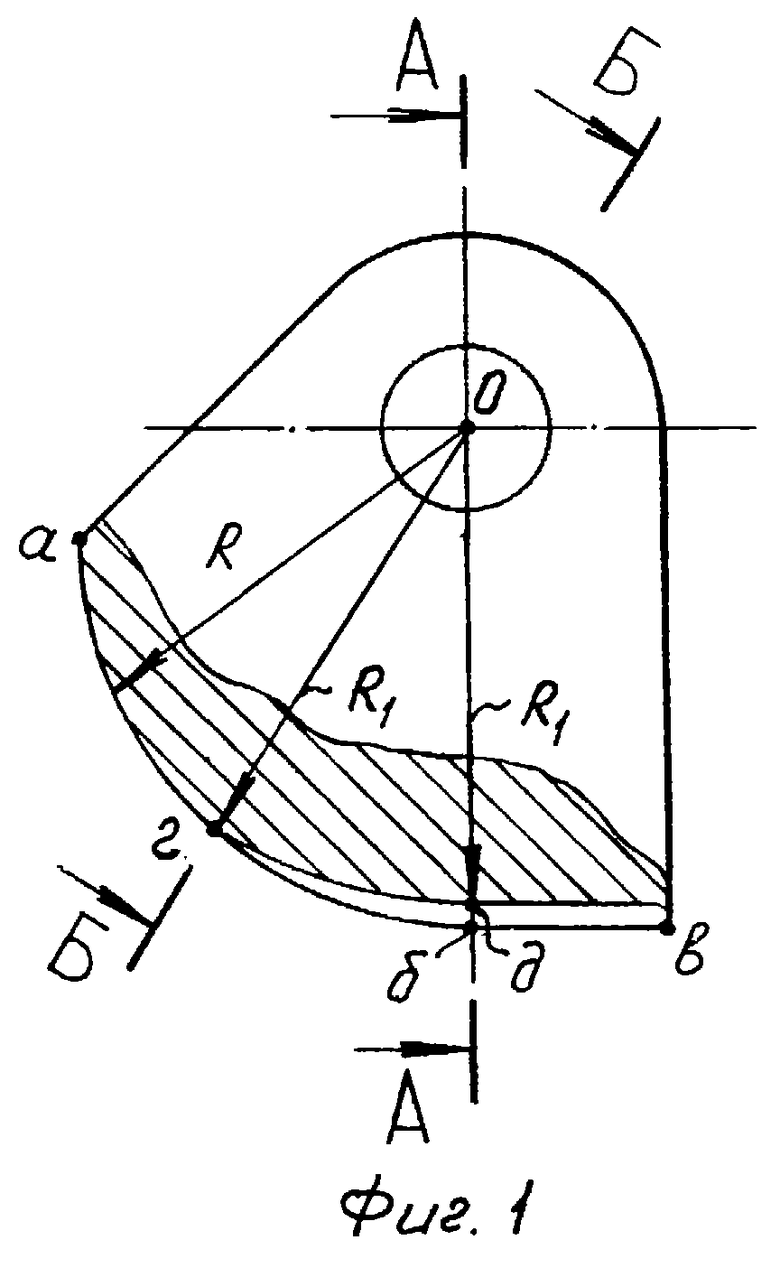
На фиг.1 - общий вид валка для шаговой прокатки.
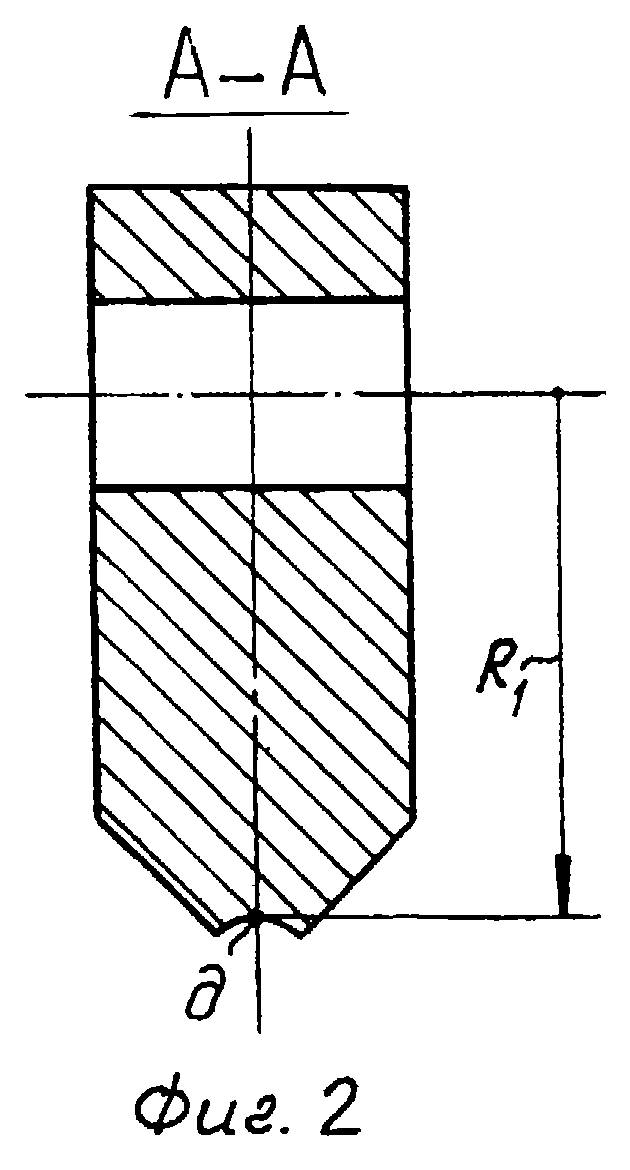
На фиг.2 - сечение А-А.
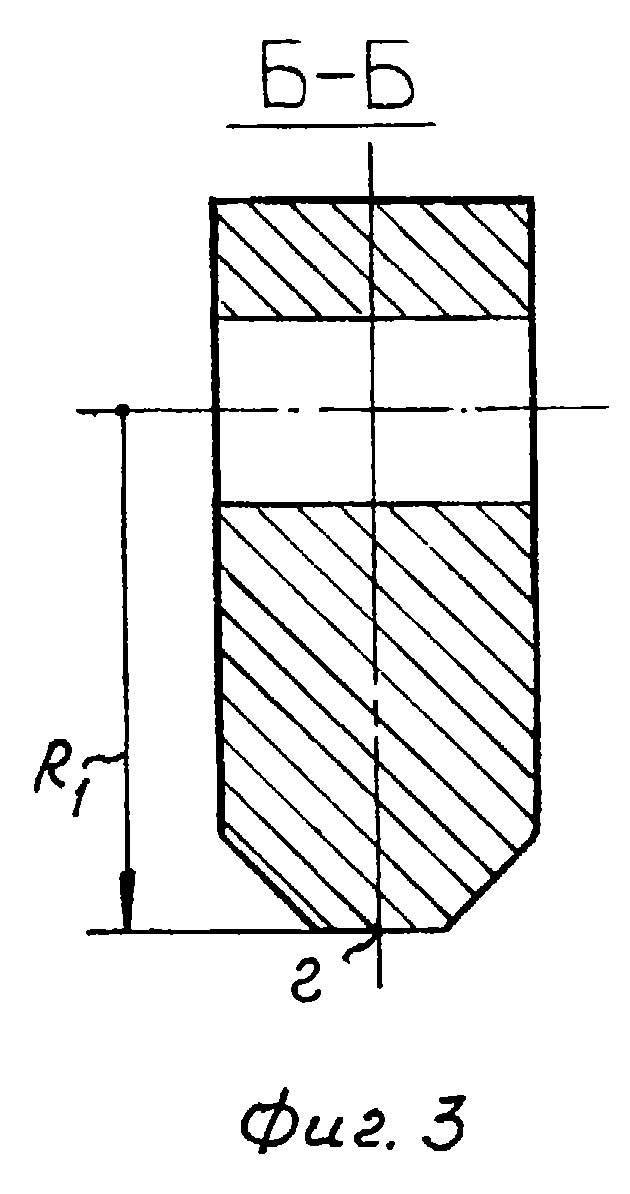
На фиг.3 - сечение Б-Б.
Рабочая поверхность валка содержит обжимной аб (фиг.1) и калибрующий бв участки. Обжимной участок аб имеет переменный радиус R, калибрующий участок бв с ручьем выполнен прямолинейным. Ручей на калибрующем участке выполнен скругленным (фиг.2) для образования с другими валками (установленными в одной клети) круглого калибра. На части длины гб (фиг.1) обжимного участка аб, который образован переменным радиусом R, выполнен ручей радиусом R1, равным расстоянию от оси поворота валка О до вершины ручья (т. д) в начале калибрующего участка. Форма и размеры ручья постепенно (монотонно) изменяются от формы и размеров ручья на калибрующем участке бв (фиг.2) до гладкой бочки (т. г). Точка г образована пересечением дуги постоянного радиуса R1 с дугой переменного радиуса R, образующей рабочую поверхность валка на обжимном участке.
Валок для шаговой прокатки работает следующим образом.
Заготовка (на чертеже не показана) задается в калибр, образованный четырьмя заявляемыми валками. Первоначально заготовка деформируется обжимным участком аб (фиг.1) валков, сначала частью его длины с гладкой бочкой аг, а затем другой частью его длины гб с ручьем, постепенно изменяющимся от гладкой бочки (т. г) до круглого калибра (т. б). Окончательное формирование готового круглого профиля осуществляет ручей калибрующего участка бв. Применение такого валка обеспечивает “мягкую” схему формоизменения заготовки от многогранного до круглого профиля.
Проведена экспериментальная проверка предложенного валка для шаговой прокатки на лабораторном стане ПК 120 Южно-Уральского государственного университета.
При лабораторном исследовании использовался валок со следующими параметрами: R, изменяющимся от 85 до 112 мм, и R1=110 мм, с применением которого из заготовки квадрат 50 мм получен круглый профиль ⊘20 мм с качеством, соответствующим требованиям ГОСТ.
Предлагаемые прокатные валки будут использованы на промышленном стане ШП280 Уральского завода по обработке цветных металлов (г. Березовский, Свердловская обл.).
Источники информации, принятые во внимание при составлении материалов заявки
1. Тетерин П.К. Теория периодической прокатки. М., Металлургия, 1978, с.17, 18, 144.
2. Авт. свид. СССР №1537336. Способ шаговой прокатки. Выдрин В.Н., Литовченко А.П., Дремин В.Г., Коваль Г.И. и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| Валок для шаговой прокатки многогранных полос | 1988 |
|
SU1588453A1 |
| Валок стана шаговой прокатки | 1989 |
|
SU1731311A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| СЕГМЕНТНЫЙ СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 2006 |
|
RU2322313C2 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
Изобретение относится к прокатному производству, а именно к конструкции валков для шаговой прокатки круглых профилей. Сущность: валок для шаговой прокатки преимущественно круглых профилей содержит рабочую поверхность с обжимным участком, выполненным с переменным радиусом из оси поворота валка, и калибрующим участком с ручьем, при этом на части длины обжимного участка, примыкающей к калибрующему участку и ограниченной с другой стороны точкой пересечения дуги, образованной радиусом, равным расстоянию от оси поворота валка до вершины ручья в начале калибрующего участка, с дугой, образующей обжимно и участок, выполнен ручей, форма и размеры которого образованы монотонно изменяющимися от формы и размеров ручья на калибрующем участке до гладкой бочки. Изобретение обеспечивает повышение качества получаемого круглого проката. 3 ил.
Валок для шаговой прокатки преимущественно круглых профилей, содержащий рабочую поверхность с обжимным участком, выполненным с переменным радиусом из оси поворота валка, и калибрующим участком с ручьем, отличающийся тем, что на части длины обжимного участка, примыкающей к калибрующему участку и ограниченной с другой стороны точкой пересечения дуги, образованной радиусом, равным расстоянию от оси поворота валка до вершины ручья в начале калибрующего участка, с дугой, образующей обжимной участок, выполнен ручей, форма и размеры которого образованы монотонно изменяющимися от формы и размеров ручья на калибрующем участке до гладкой бочки.
| Способ шаговой прокатки | 1988 |
|
SU1537336A1 |
| Способ шагового обжатия заготовок в валках переменного радиуса | 1987 |
|
SU1488039A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1533788A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| 0 |
|
SU181828A1 | |
| JP 59232603 27.12.1984 | |||
| GB 2001886 A, 14.02.1977. | |||

