Предлагаемое приспособление относится к станкам для обработки торцев щеточных колодок, паркетин и других изделий с криволинейными и прямыми торцами, с непрерывным движением заготовок при помощи бесконечного транспортера для последовательного подведения этих заготовок к инструментам и предназначается для зажима в нем заготовок и освобождения их после обработки при движении приспособления на конвейерной цепи.
Согласно изобретению, приспособление это имеет кроме двух неподвижных для зажимаемой заготовки опор еще две подпружиненные подвижные в перпендикулярных друг к другу направлениях губки, одна из которых управляется через зубчатую муфту крестовиной, взаимодействующей с неподвижными упорами на станине станка, и в то же время управляет одним пружинным нажимом на вторую губку непосредственно и другим таким же нажимом - через посредство тяги и рычага.
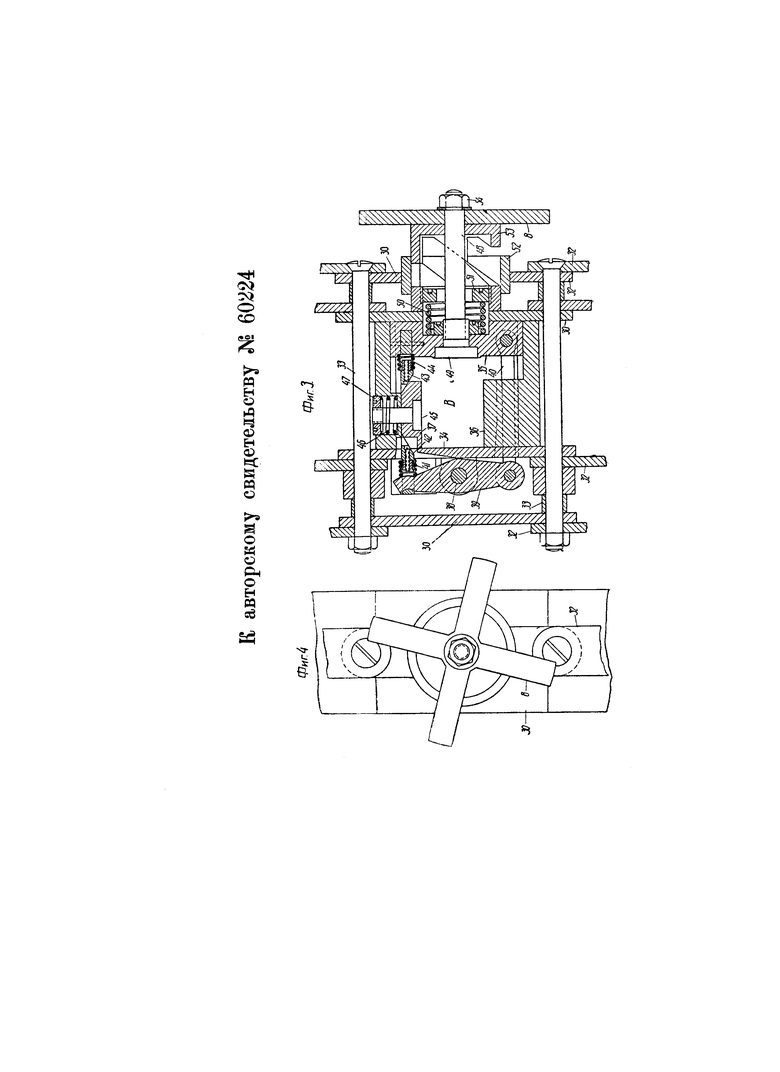
На чертеже фиг. 1 показывает общий вид станка спереди; фиг. 2 - то же сбоку, частично в разрезе; фиг. 3 - разрез по оси зажимного приспособления; фиг. 4 - вид его сбоку со стороны крестовины.
Станок заключает в себе транспортерную цепь, состоящую из шарнирно связанных между собой отдельных зажимных приспособлений, перекинутую через две расположенные одна над другой по вертикали звездочки - ведущую 26 и ведомую 10. Обе звездочки помещаются в станине 29 станка. На одной оси с ведущей звездочкой 26 заклинена червячная шестерня 21, приводится вся эта; система в движение посредством червяка, 20, конической пары шестеренок 22, 23 и шкива 24 от шкива 25 электродвигателя. Комплекты фрез 12, 18 получают вращательное движение (против направления движения транспортера) от электродвигателя, причем фреза 18 получает движение посредством шкива 19, находящегося на общем с ней валу, а фреза 12 - от того же электродвигателя через шкив 16 и шестереночную передачу 17, 13.
При подаче щеточных колодок или иных подлежащих обработке: заготовок по две штуки в зажимное приспособление А до упора 4 (фиг. 1) заготовки 7 автоматически зажимаются в приспособлении при наталкивании на ходу транспортера крестовины 8 на неподвижный упор 5 на станине 29 станка. Зажатые в приспособлении А на транспортере щеточные колодки 7 (см. пунктир) проходят между четырьмя упорно-направляющими роликами 14, 15 и одновременно между двумя фрезами 12, 18, вращающимися в направлении, противоположном ходу колодок, которые, пройдя обработку фрезами 12, 18, подымаются вверх. Там крестовина 8 наталкивается на неподвижный упор 9, который выключает зажим, и освобожденные колодки 7 падают через отверстие 28 на направляющую плоскость 27 лотка 11, выталкиваясь автоматически сбрасывателем 6, который подымается посредством храповика 3, заклиненного на оси звездочки 10 и вращающегося месте с ней, и подымает ползун 2 и сбрасыватель 6, сжимая пружину 1, которая и толкает вниз сбрасыватель 6.
Каждое зажимное приспособление А (фиг. 3 и 4) в основном состоит из двух широких планок 30, крестовины 8 и узких планок 32, образующих звенья цепи конвейера, шарнирами для которых служат болты 33.
Колодки или другие заготовки, подлежащие обработке, вдвигаются в пространство В, ограниченное с двух сторон неподвижной опорой 34 и подвижной губкой 35, а с двух других сторон также неподвижной опорой 36 и подвижной губкой 37.
С наружной стороны опоры 34 на оси 38 шарнирно укреплен рычаг 39, связанный шарнирно при помощи тяги 40 с губкой 35. Другой конец рычага 39 через пружины 41 нажимает на нажим 42, скользящий по скошенной верхней поверхности губки 37. С другой стороны последней второй такой же нажим 43 пружиной 44 нажимает на скошенную поверхность губки 37 при помощи губки 35.
В губку 37 вставлен снабженный головкой болт 45, который при помощи пружины 46, упирающейся одним концом в тело упора 36, а другим в навинченную на, конец болта 45 шайбу 47, удерживает губку 37 в верхнем (по чертежу) выключенном состоянии.
Нажимов 42, 43 с пружинами может быть помещено несколько, например, три, и соответственно столько же параллельно расположенных рычагов 39.
Через подвижную губку 35 пропущен болт 48 с головкой 49, окруженный спиральной пружиной 50, упирающейся в (неподвижно ввинченную шайбу 51. Под действием этой пружины губка 35 стремится зажать заготовку в пространстве В, но этому препятствует зубчатая муфта 52 с торцевыми зубцами на одной ее половинке, в которые упираются такие же зубцы второй половинки 53 этой муфты. Половинка 53 прикреплена к крестовине 8, закрепленной гайкой 54 на наружном конце болта 48.
При повороте крестовины 8 во время движения зажимного приспособления, при встрече ее с неподвижным упором 5 (фиг. 1), зубцы половинки 53 муфты, сойдя с торцев зубцов половинки 52 муфты, соскальзывают по их наклонной части под действием пружины 50, которая перемещает подвижную губку 35, производя зажим: заготовок, вдвинутых в пространство В, между губкой 35 и опорой 34.
В то же время нажимы 42 рычажной системой взаимно сдвигаются и отжимают вторую подвижную губку 37, производя зажим заготовки с двух других боков.
При повороте крестовины 8 в обратную сторону упором 9 (фиг. 1) губки 35 и 37 отходят обратно и освобождают заготовки.
Действие приспособления происходит следующим образом.
Щеточные колодки или другие заготовки 7 вдвигаются в пространство В приспособления А, когда оно находится против упора 4, после чего крестовина 8 неподвижным упором 5 поворачивается, а заготовки зажимаются в приспособлении и в таком виде уносятся конвейерной цепью вниз, огибают звездочку 26 и по второй ветви конвейера поднимаются вверх.
Здесь они проходят между направляющими роликами и фрезами 12, 18, производящими обработку их торцев.
Дойдя до упора 9, крестовина 8 поворачивается им обратно, и заготовки 7 освобождаются.
При огибании зажимным приспособлением А звездочки 10 оно поворачивается настолько, что заготовки по своей длине становятся вертикально, приходясь под сбрасывателем 6, который, опускаясь, выталкивает обработанную заготовку из зажимного приспособления, и последняя падает через отверстие 28 в лоток 11, где по наклонной поверхности станины 29 соскальзывает вниз.

Приспособление для зажима на конвейерной цепи и освобождения от него заготовок в стайках для обработки торцев щеточных колодок, паркетин и прочих изделий с криволинейными и прямыми торцами, отличающееся применением, при наличии неподвижных для колодки опор 34, 36, двух подпружиненных подвижных губок 35 и 37, из которых первая управляется через зубчатую муфту 52-53 крестовиной 8 при взаимодействии последней с неподвижными упорами на станине станка и в то же время управляет пружинным нажимом 43 на губку 37 непосредственно и таковым же нажимом 42 через посредство тяги 40 и рычага 39.
