1
Изобретение относится к обработке метаппов давлением и может быть использовано для изготовления поверхностей сложной фсфмы из листового металла.
Известен гибочный штамп l, состоящий из матрицы и пуансона, вьшолненнь х в виде наборов блоков, каждый из которых состоит из вертикального резьбового стержня, оканчиваюшегося шаровой гоповкой с закрепленной на ней .квадратной пластиной. Штамп предназначен для гибки поверхностей сложной формы и допускает изменение формообразующих поверхностей матришл и пуйнсона. Выставив определенным образом стержни, закрепленные на основе, на ппоскне пластины концов штырей накладывают листы металла и подвергают их гибке, полученные таким образом поверхности в дальнейшем выполняют функции формообразующих. .
Известное устройство не обеспечивает чистого изгиба при гибке развертываемых поверхностей и не позволяют сочетать гибку поверхностей закалкой, а на изготовление формообразующих поверхностей пуансона и матрицы каж;и 1й раз расходуется листовой металл. Кроме того, выстанЪвка большого числа штырей по координатам предназначенной к гибке поверхности трудоемка и занимает длительный период, а точность соответствия штампуемой поверхности выставляемым параметрс л штампа неве1)ика изза наличия плоских опорных пластин на концах резьбовых стержней.
Известен штамл для гибки, рабочие инструменты которого выполнены в виде блоков, размещенных по плите и состоящих из основания и поперечины, связанных между собой .стойками, и штырей, расположенны на поперечине 2, Однако качество получаемых поверхностейне всегда ./высокое.
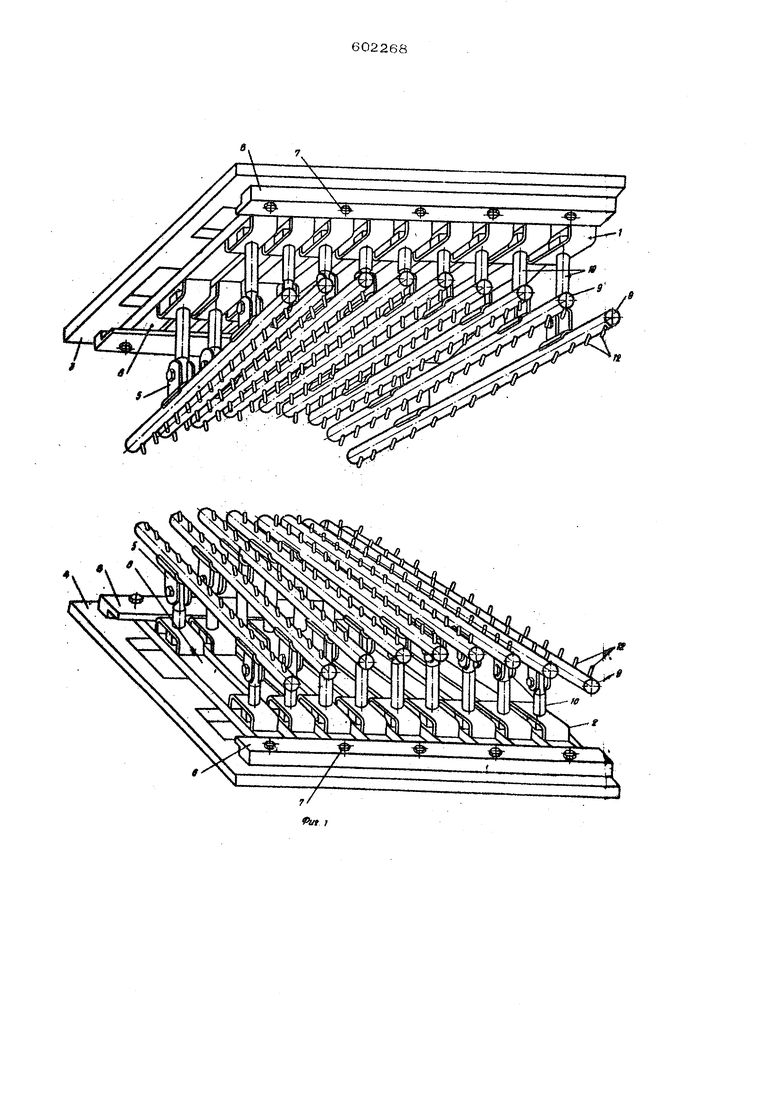
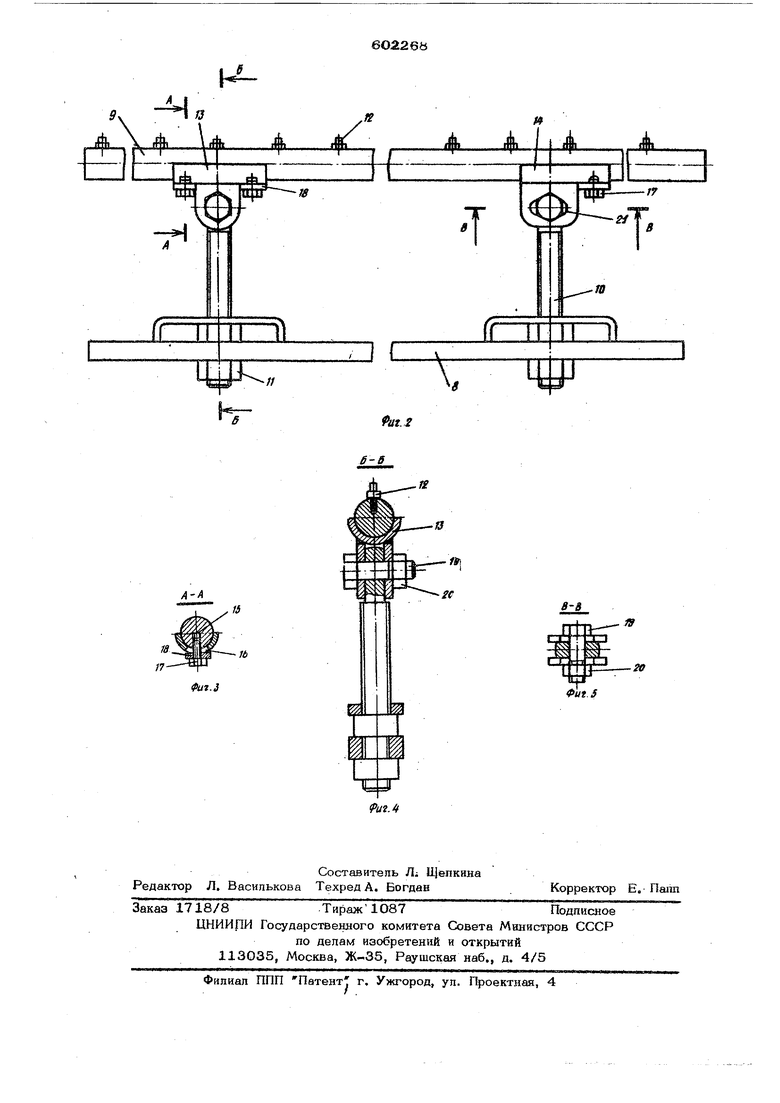
С целью повышения качества изготавливаемых деталей в предлагаемом штампе блоки установлены на плите с возможностью установочного перемещения один относительно другого, поперечины - с возможностью поворота относительно продольной своей оси и стоек, выполненных с возможностью независимой регулировки по высоте. На фиг. 1 изображен предлагаемый штам на фиг. 2 - блок; на фиг. 3 - сечение по А-А на фиг. 2} на фиг 4 сечение по Б-Б на фиг. 2; на фиг. 5 - сечение по на фиг. 2, Штамп состоит из пуансона 1 и матрицы 2, закрепленных соответственно на верх ней 3 и HHHOieft 4 плитах. Пуансон и матрица состоят из блоков 5, которые при пог моши планок 6 и винтов 7 размешены на плитах 3, 4 с возможное ью установочного перемещения один параллельно другому ч под заданным углом один относительно дру гого. Каждый блок выполнен из основания 8 и поперечины 9, .соединенных между собой стойками Ю, Стойки выполнены резьбовыми с возможностью независимой регу лировки по высоте посредством, например, гаек 11. Напоперечине 9 установлены/шты ри 12, которые могут быть выполнены с возможностью регулировки по высоте. Попе речина 9 соединена, со стойками 10 посредством опор 13, 14, в которых онаМО-, жет поворачиваться относительно своей продольной оси 15 посредством пазов 16, выполнё1шых в опорах 13, 14, и к закреплена болтами 17 и планками 18. СЪоры 13 и 14 шарнирно соединены со стойками Ю, Шарниры выполнены в виде болтов 18 с га;аками 2О,фиксирующими болты 19 от проворота после установки поперечины. Получение криволинейных поверхностей пуансона 1 и матрицы-2 производят следую щим образом. Для каждого блока 5 выставляют угол между осями; штырей 12 и осями шарниров и в этом положении поперечину 9 фиксируют болтами 17 и планками 18 Затем выставляют заданную высоту стоек 10 с помощью гаек 11 и затягивают гайки 20 и 11, при этом овальное отверст 21 под болт 19 в опоре 14 позволяет ком пенсировать разность расстояний точек закрепления при изменении угла наклона попе речины 9. Блоки 5 выставляют на плитах 3, 4 по заданным для конкретной поверхности значениям расстояний и углов между ними ч закрепляют планками 6 и винтами 7, в этом положении концы штырей 12 обр зуют точечные каркасы формообразующих поверхностей пуансона.1 и матрицы 2. Контроль координат кршзолинейных поверхностей производят от горизонтальных плнт 3, 4. Отрегулированный штамп устанавливают на пресс, кладут на поверхность матрицы нагретую заготов1дг и производят гибку поверхности. Для штамповки видоизмененной поверхности вновь производят регулировку элементов пуансона и матриць в описанном порядке. В некоторых отраслях промышленности, в частности сельскохозяйственном машиностроении, необходимо изготовление целого ряда-образцов экспериментальных развертывйемйх поверхностей, на фнмер отвалов плу|Грв, для дальнейших испытаний их в производственных условиях и выявления наиболее работоспосюбных. В этой связи, повышенная точность,. достигаемая уменьшением опорной площади элементов формообразующих поверхностей пуансона и матрицы и обеспечением чистого изгиба, позволит в процессе эксперимента получать достоверк ные данные о.характере связей параметров конструируемой поверхности с показателями качества работы. Сочетание гибки поверхности с закалкой позволяет получать жесгкие я износостойкие отвапьныё-ло верхносЕИ. и 3 о б м у л а р е т е н и я Штамп для гибки, рабочие инструменты которого выполнены в виде блоков, размещенных на плите и состоящих из основания и поперечины, связанных между собой стойками, и штырей, расположенных на поперечине, отличающийся тем, что, с целью повышения качества изготавливаемых деталей, блоки установлены по плите с возможностью установочного перемещения один относительно другого, поперечины - с Возможностью поворота относительно продольной своей оси к стоек, выполненных с возможностью независимой регулировки по высоте. Источники информации, принятые во внимание при экспертизе: 1.Патент США № 2334520, кл. 72-413, 1942. 2,Авторское свидетельство № 81235, кл. В 21 D 7/02, 1949.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ И ЛЕЧЕНИЯ ПОЗВОНОЧНИКА (ВАРИАНТЫ) | 2005 |
|
RU2282431C1 |
| Универсальный гибочный штамп | 1985 |
|
SU1269880A1 |
| ШТАМП ДЛЯ ГИБКИ ТРУБ | 1995 |
|
RU2085317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ, ДОЗАТОР НАЧИНКИ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2004 |
|
RU2269896C2 |
| Штамп для обработки штучных заготовок | 1981 |
|
SU940937A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для гофрирования полосового материала | 1987 |
|
SU1445837A1 |