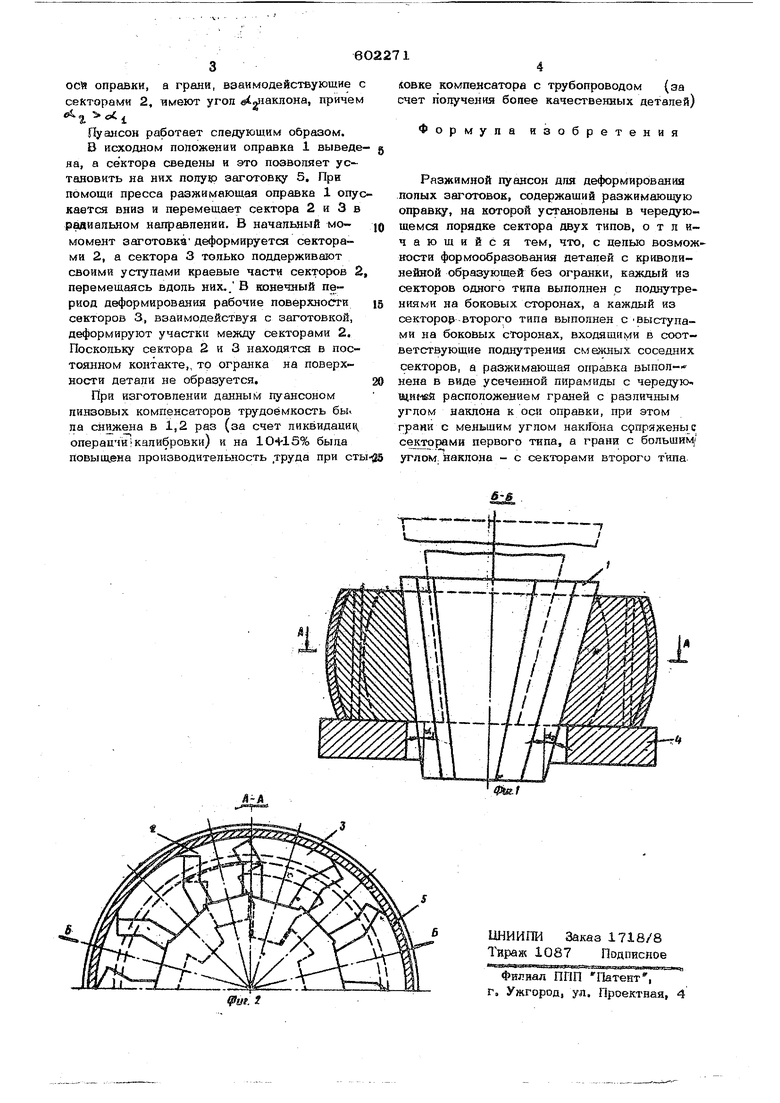
оси оправки, а грани, взаимодействующие с секторами 2, Т5(1еют угон шкпона, причем Пуансон работает следующим образом. В исходном положении оправка 1 выведена, а сектора сведены и это позволяет установить на них nojiyip заготовку 5. При помощи пресса разжимающая оправка 1 опус кается вниз и перемещает сектора 2 и 3 в радиальном направлении. В начальный момомент заготовка деформируется секторами 2, а сектора 3 только поддерживают своими уступами краевые части секторов 2 перемещаясь вдоль них.. В {вонечный период деформирования рабочие поверхнос ти секторов 3, вваимодействуя с заготовкой, деформируют участки между секторами 2. Поскольку сектора 2 и 3 находятся в постоянном контакте,, то огранка на поверхности детали не образуется. При изготовлении данным пуансоном линзовых компенсаторов трудоёмкость бы ла снижена в 1,2 раз (за счет ликвидаци операцчи) калибровки) и на 104-15% быца повышена производительность труда при сты швке компенсатора с трубопроводом (за счет получения бопее качественных деталей) рмупа изобретения Разжимной пуансон для деформирования полых заготовок, содержащий разжимающую оправку, на которой установлены в чередующемся порядке сектора двух типов, отличающийся тем, что, с целью возможности формообразования деталей с криволинейной образующей без огранки, каждый из секторов одного типа выполнен с поднутрениями на боковых сторонах, а каждый из секторор-второго типа выполнен с Выступами на боковых сторонах, входящими в соответствующие поднутрения смежных соседних секторов, а разжимающая оправка выполнена в виде усеченной пирамиды с чередующиней расположением граней с различным углом наклона к ocii оправки, при этом грани с меньшим углом наклона сопряжены с секторами первого типа, а грани с большим углом, наклона - с секторами второго типа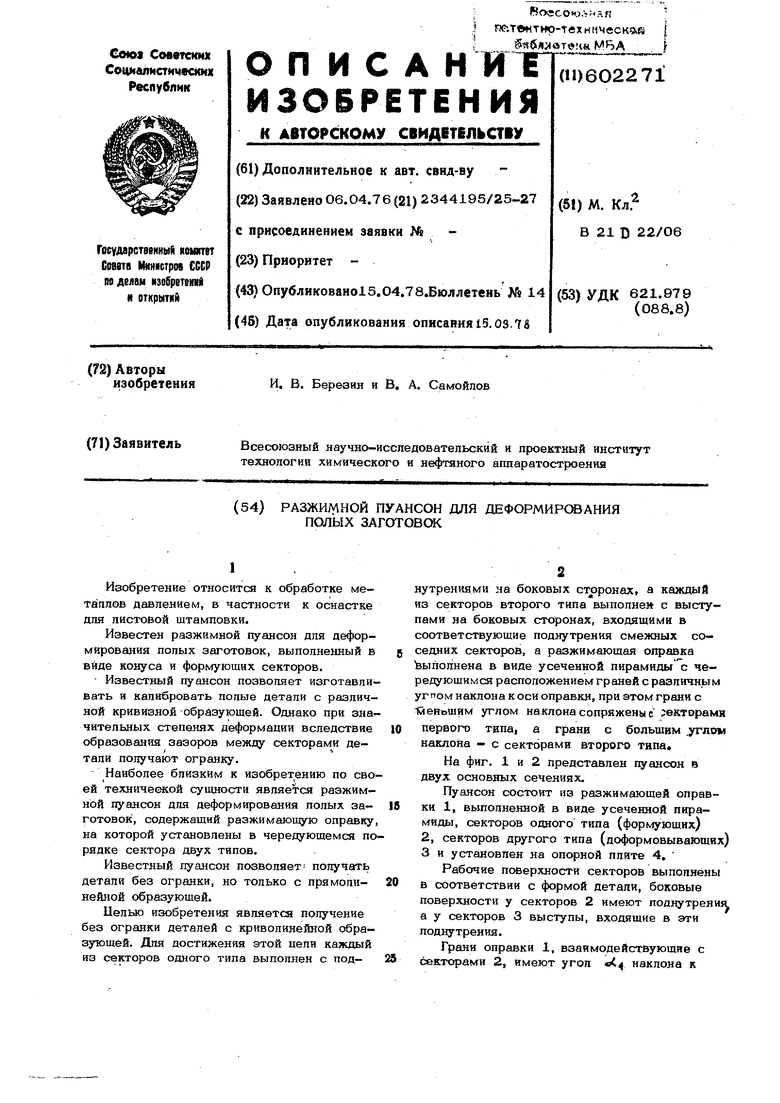
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУАНСОН ДЛЯ ФОРМОВКИ ОБОЛОЧЕК | 2006 |
|
RU2339480C2 |
| Разжимной пуансон | 1979 |
|
SU831274A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2551036C1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| Устройство для раздачи труб | 1991 |
|
SU1794553A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2659558C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЕМ ТИПА "ТРАКТОРНЫЙ КАТОК" | 2014 |
|
RU2574909C2 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
