I
Изобретение относится к раздаче аиаметра труб обработкой цавпением.
Известен разжимной пуансон, соцержащий пирамидальную оправку с направляющими и расположенными на них. сегментами с параппепьными боковыми поверхностями, а также жестко закрепленные на оправке кпинья с углом при вершине, равным углу межцу боковыми .плоскостями сосецник сегментов flj.
Оцнако при использовании пуансона обечайки в зазоре межцу сегментами деформируется по прямой линии, что приводит к получению огранки на готово детали.
Цель изобретения повышение качества деталей.
Поставленная цель достигается тем, что в пуансоне высота клиньев выполнена равной высоте сегментов, а их наружный профиль аналогичен профилю сегментов.
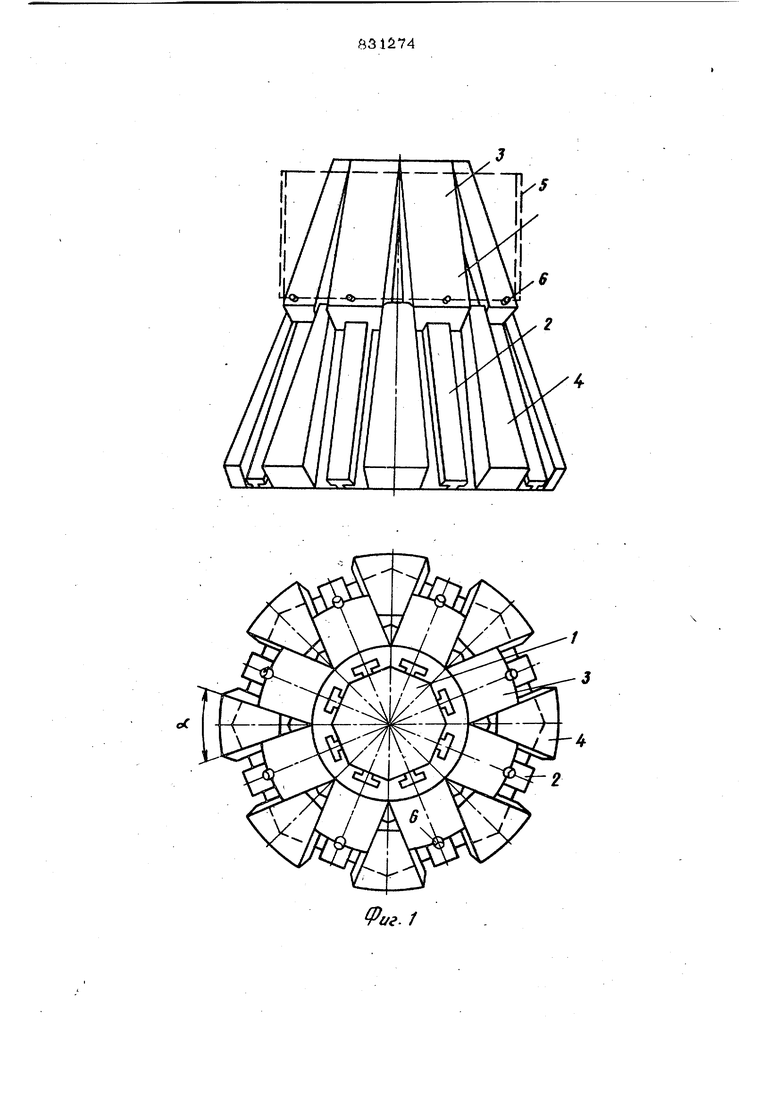
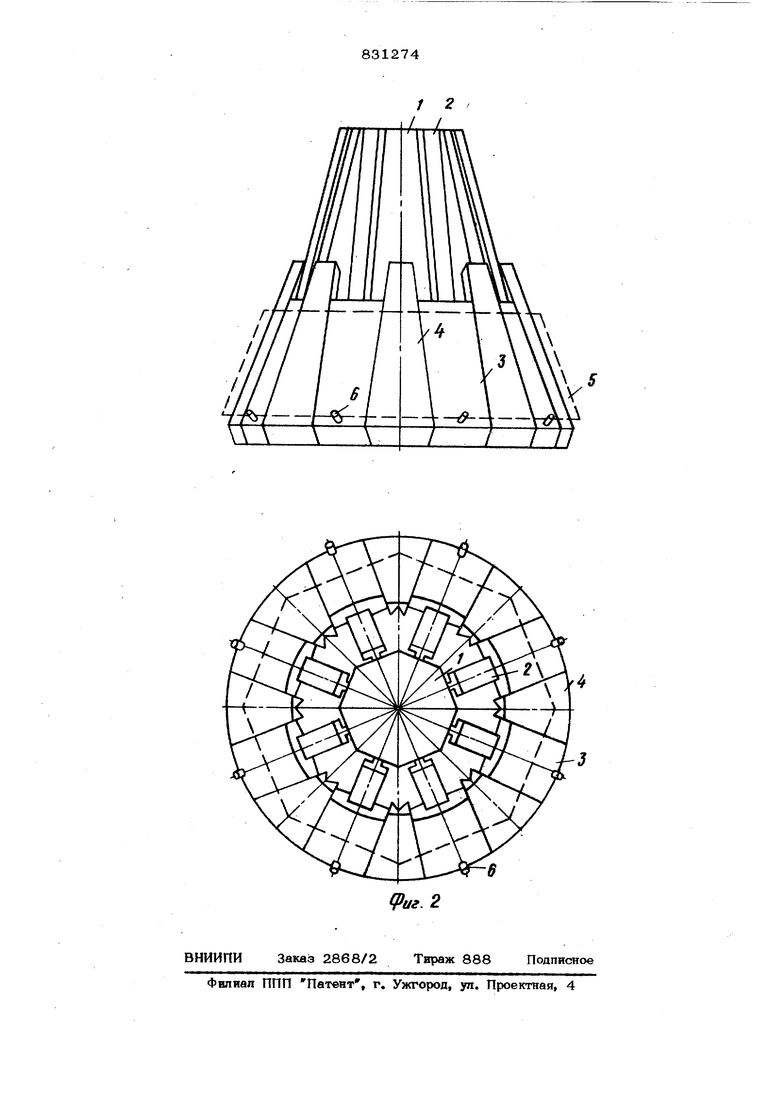
На фиг. 1 схематично псжазан разжимной пуансон в двух проекциях, в на альный момент деформирования на фиг. 2 - то же, в момент окончания аеформи- рования.
Разжимной пуансон содержит оправ5 ку 1, имеющую форму усеченной пирамиды, на гранях которой закреплены направляющие элементы 2. На направляющих установлены сегменты 3, зарор между которыми имеет форму клина с : 10 углом oi/ .Ниже сегментов 3 на оправке 1 жестко закреплены клинья 4, имеющие наружный контур аналогичный наружному контуру сегментов 3. Угол между боковыми плоскостями клина равен сА. 15 Число клиньев 4 равно количеству зазоров между сегментами 3, а плоскость симметрии клиньев совпадает с плоскостью симметрии зазоров между сегментами 3. Для фиксации обечайки 5 в процессе деформирования на сегментах имеются иггифты 6.
Разжимной пуансон работает следу;юшим образом.
Обечайка S устанавпивается на штифты 6 (фиг. 1). При цвижении сегментов 3 по направляющим 2 вниз, обечайка 5 цеформируется в рааиапьном направпении При этом кпинья 4 захоаят в зазор межцу сегментами 3 (фиг, 2). Когца сегменты 3 и кпинья 4 находятся на одном уровне и образуют пуансон без зазоров, формообразование заканчивается. В резуптате получается цетапь без огранки.
Провецены испытания разжимного пуансона.
Заготовками спужат сварные обечайки из стапи 08КП диаметром 320 мм, топшиной 2,5 мм и шириной 172 мм. Из данной обечайки изготавливается усеченный конус с большим диаметром, равным 370 мм, и меньшим равным 330 мм. За оцин рабочий хоц получается цетапь без огранки. Это позволяет снизить трудоемкость изготовления деталей вдвое (по сравнению с формообразованием в два этапа), что равносильно увеличению производительности труда в два раза. Кроме того, как показывают эксперименты, утеснение материала заготовки в зазоре между секторами уменьшается по сравнению с формообразованием на известном устройстве. Следовательно, изделие получается с большей несущей способностью, т.е. качество его улучшается.
Формула изобретения
Разжимной пуансон, содержащий пирамидальную оправку с направляющими, на которых расположены сегменты с параллельными боковыми поверхностями, а также жестко закрепленные на оправке клинья с углом при вершине, равным углу, между боковыми плоскостями соседних сегментов, отличающийс я тем, что, с целью повышения качества деталей, клинья выполнены с высотой равной высоте сегментов, а их наружный профиль аналогичен профилю сегментов.
Источники информации, принятые во внимание при экспертизе 1. Патент СССР № 58081О, кл. В 21 33 41/02, 1973.
Т 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раздачи труб | 1991 |
|
SU1794553A1 |
| ПУАНСОН ДЛЯ ФОРМОВКИ ОБОЛОЧЕК | 2006 |
|
RU2339480C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| Штамп для раздачи полых изделий | 1984 |
|
SU1148679A1 |
| Разжимной пуансон для деформирования полых заготовок | 1976 |
|
SU602271A1 |
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
fPae.l
7
