1
Изобретение относится к области обработки металлов давлением.
Известен шатмп для вытяжки деталей куполообразной формы из листовой заготовки, содержащий жесткую матрицу и элаотичный пуансон, заключенный в контейнер . 1 . Однако в процессе штамповки происходит неравномерное перемещение заготовки, что ведет к неравномерности приложения усилия деформирования к заготовке.
С целью устранения указанного недостатка в предлагаемом штамлеа1уаиеон состороны рабочего торца выполнен с полостью , имеющей поверхность двойной кри1зизны, например сферической. При штамповке деталей типа тел вращения диаметр полости в наибольшем сечении равен диаметру заготовки, а касательная, проведенная из токи пepeceчeнияJ образующей поверхность кривой с диаметром прямой этой попости к.ее поверхиости, составляет угол 20-30 ,
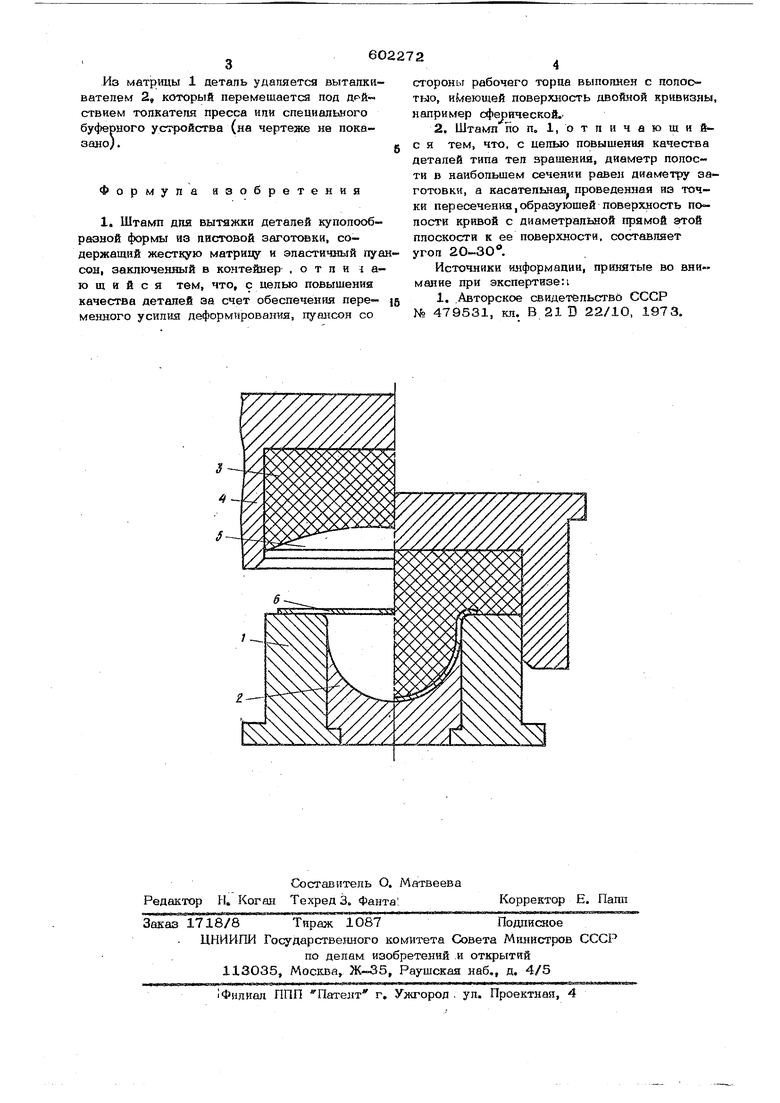
На чертеже изображен предлагаемый штамп.
Штамп содержит жесткую матрипу 1 с Э1 1талкйвателем 2, пуансон 3 и обойму 4
пуансона. Пуансон выполнен из эластичного материала и имеет в центре полорть 5, образованную поверхностью двойной кривизны, например сферической. Диаметр углубления в наибольшем сечении равен диаметру плоской заготовки, а касательная, проведенная из точки пересечения образующей поверхность полости кривой с диаметральной прямой этой полости к ее поверхности, составляет 2О-30°.
Штамп работает следующим, образом.
При перемещении пуансона 3 с обоймой 4 в направлении матрицы 1, последняя входит в отверстие обоймы 4, после чего соприкасается чЬ пуансоном 3, который, деформируясь, прижимает заготовку 6 к матрице 1, начиная с периферии, где создается усили необходимое для предотвращения гофрообразования. По мере увеличениза зоны контакта пуансона 3 с заготовкой 6 и перемещения их в плоскость матрицы 1 равномерность распределения усилия по контуру заготовки сохраняется, что обеспечивает равномерность перемещения фланца зат отовки 6
Из матрицы 1 деталь удаляется выташсиватепем 2, который перемешается под арй ствием толкатепя пресса или специального буферного устройства (на чертеже не показано) .
Формула изобретения
1. Штамп дпя вытяжки деталей куполообразной формы из пистовой заготовки, со держащий жесткую матрицу и эластичный пуансон, заключенный в контейнер .отличающийся тем, что, с целью повышения качества деталей за счет обеспечения пере |g менного усилия деформирования, пуансон со
стороны рабочего торца выполнен с попоотыо, имеющей поверхность двойной кр1шизньг например сферической..
2. Штамп по п, 1, о т л и н а ю ш и йс я тем, что, с целью повышения качества деталей типа теп зрашения, диаметр полости в наибольшем сечении равен диаметру заготовки, а касательная проведенная из точки пересечения,образующей поверхность полости кривой с диаметральной прямой этой плоскости к ее поверхности, составляет угол 20-30.
Источники информации, принятые во внимание при экспертизе;.
1. .Авторское свидетбльствй СССР № 479531, кл. В 21 D 22/10, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокой вытяжки | 1984 |
|
SU1194537A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2442672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| Способ штамповки куполообразных днищ из листовой заготовки | 1986 |
|
SU1398952A1 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ЧЕТЫРЕХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕВ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2362138C2 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
