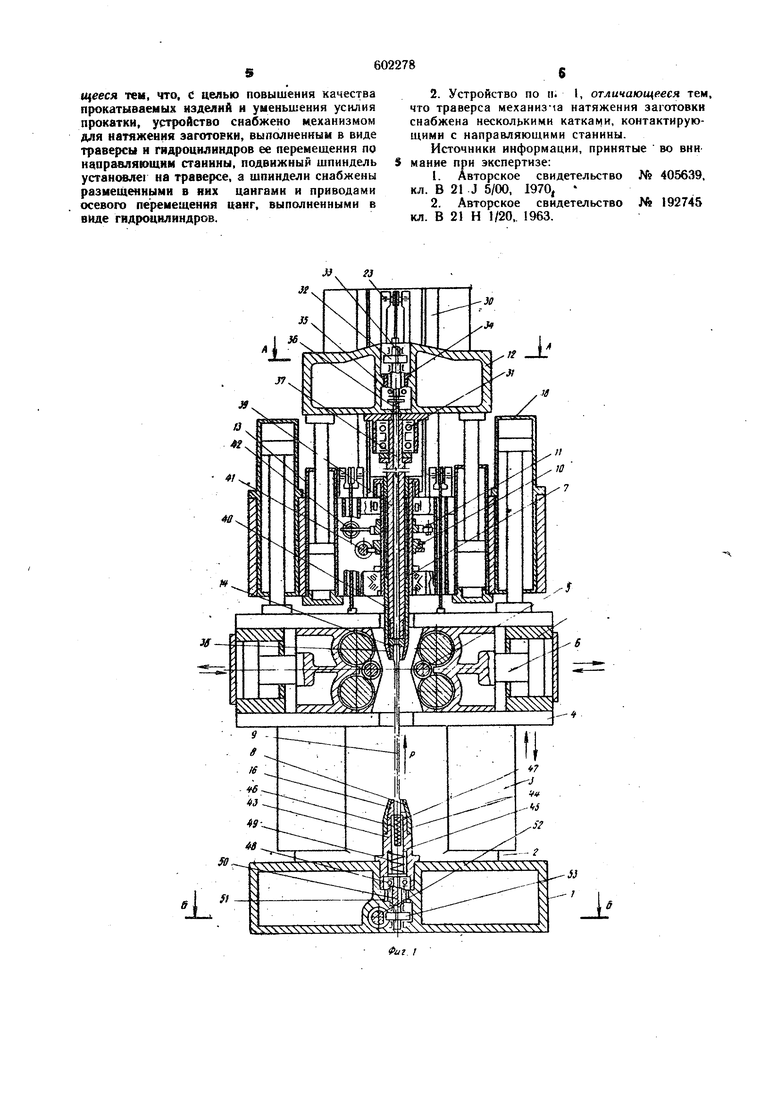
подвижный 8 шпиндели для захвата и поворЬта аготовки 9, а также делительный. механизм 10 и механизм фиксации 11, связанные с подвижным шпинд&аем 7. Механизм для натяжения заготовки в яроцессе прокатки выполнен в виде траверсы 12 и гидроцилиндров 13 ее перемещения по направляющим 3, смонтированных в станине i. Подвижный шпиндель 7 установлен на траоерсе 12 и снабжен цангой 14 и приводом ее перемещения в виде гидроцилиндра 15, а неподвижный шпиндель 8 установлен в основании станины I и снабжен цангой .16 и приводом ее перемещения в виде гидроцилиндра 17. Головка 4 перемещается вдоль оси прокатки гидроцилиндрами 18, смонтированными в станине I. Траверса 12 и головка 4 уравновешены противовесами 19 и 20, соединенными с ними гибкими связями 21 и 22, переброшенными через блоки 23, 24, 25 и 26. Траверса 12 механизма натяжения заготовки снабжена каркасами 27, установленными на осях 28 и контактирующими с направляющими 29 кронштейна ЭО, прикрепленного к верхней части стойки 2 станины . При перемещении траверсы 12 усилие Р натяжения заготовки, передается на шпиндель 7 через упорные подшипники 31. Шток-рейка 32 гидроцйлиндра 15 взаимодействует с зубчатым колесом 33, установленным на шлицевом конце винта, размещенного в гайке 34 и передающего через упорный подшипник 35 и пружину 36 движение штанге 37, на нижнем конце которой закреплена цанга 14, помещенная в коническое отвергайки 38, закрепленной на нижнем конце скалки 39. На нижнем конце скалки 39 закреплена также втулка 40, взаимодействующая с внутренней поверхностью гильзы шпинделя 7 Для привода делительного механизма 10 и фиксатора 11 предусмотрены гидроцилиндры 41 и 42. Гильза 43 неподвижного шпинделя 8 снабжена, гайкой 44, в коническое отверстие кото °Li .rf:: - -ST щтанге 45, в отверстии которой размещен толкатель 46 с пружиной 47. Нижний конец штанги 45 опирается на упорный подшипник 48 с пружиной 49, установленной на винте 50, взамодействующем с закрепленной в станине 1 гайкой 51 и получающем вращение от гидроцилиндра 17 через шток-рейку 52 и зубчатое колесо 53. Работает устройство следующим образом. Заготовку 9 помещают соосно шпинделям 7 и 8. Гидроцидиндры 13 смещают скалку 39 вниз до тех пор, пока заготовка не окажется в цангах 14 и 16. При этом толкатель 46 уходит внутрь цанги 16, а пружина 49 сжимается. Гидроцилиндрами 15 и 17 приводятся во вращение зубчатые колеса 33 и 53, штанги 37 и 45 смещаются, и заготовка 9 зажимается в цангах 14 н 16. Головка 4 с профильными роликами 5 расположена в исхрдном верхнем положении так что плоскость осей профильных роликов проходит через центр радиуса галтели заготовки, Масло подается одновременно в бесштоковые полости гидроцилиндров 13, н заготовка нагружается растягивающей силой Р. После этого. ыасло подается в бесштоковые полости гидроцйлнндров 6, и ролики 5 сближаются до тех пор, пока не углублятся в заготовку на требуемую глубину прокатки, определяемую упорами (на чертеже «е показаны). Далее масло подается в бесштоковые полости гидроцилиндров 18. Головка смещается вниз до тех пор, пока упор, закрепленный на корпусе гояовки, не достигнет электровыключателя {на чертеже не показан), установленного на стойке. В это время профильные ролики 5 достигнут расчетного положения, образуя вторую галтель на заготовке. Бесщтоковая полость гидроцилиндра 3 соединяется со сливом. Маслб подается гидроцилиндр механизма фиксации 1, шток которого через систему рычагов расфиксирует шпиндель 7. Далее масло подается в щтоковые гидрО №линдров 18, и головка 4 с профильными роликами 5 смещается в верхнее положение, контролируемое электровыключателеи (ня чертеже не показан). Затем масло подается в бесштоковые полости гидроцилиндроа 6, которые разводят профильные ролики 5 до электровыключателей {на чертеже не показаны). После чего масло подается в механизма 10, гкдроцилнндр делительного шток-рейка которого через зубчатый сектор и храповики поворачивает шпиндель 7, скалку 39 с цангой 14 и заготовкой нэ требуемый угол. Вновь подается масло в гидроцилиндр механизма фиксации 11. Шпиндель 7 и скалка 39 фиксируются. Одновременно масло подается в гидроцилиндр 17 меха Сизма зажима, и цанга 16 зажимает заготовку. Масло подается в бесштоковые полости цилиндров 13 с меньшим давлением так, чтобы напряжения в заготовке остались приблизительно прежними с учетом утонения заготовки при первом двойном ходе. Далее масло подается в бесштоковые полости гидроцилиндров 6; ролики сближаются, внедряясь в заготовку, и цикл раскатки повторяется необходимое число раз до тех пор, пока длине, диаметру и чистоте поверхности. Упор скалки 39 в этот момент достигнет электровыключателя, установленного на стойке 2 (на чертеже не показаны), и цикл обработки заканчивается. Цанга 16 разжимается, и скалка 39 с деталью уходит в крайнее верхнее положение, необходимое для съема детали. .Цанга 14 разжимается, и готовую деталь удаляют. Формула изобретения 1. Устройство для продольной прокатки цилиндрических изделий,. содержащее станину, подвижную вдоль оси прокатки головку с деформирующи.ми роликами и приводом их радиального перемещения, подвижный и неподвижныйшпиндели для захвата и поворота-заготовки, делительный механизм и фиксатор, связанные с подвижным шпинделем, отличающееся тем, что, с целью повышения качества прокатываемых изделий и уменьшения усклия прокатки, устройство снабжено механизмом для натяжения заготовки, выполненным в виде траверсы и гндроцнлиндров ее перемещення по направляющим станины, подвижный шпиндель установлег на траверсе, а шпинделн снабжены размещенными в них цангамн и приводами осевого перемегцення цанг, выполненными в виде гядроцилиндров.
2. Устройство по I. 1, отличающееся тем, что траверса механизма натяжения заготовки снабжена несколькими катками, контактирующимн с направляющими станины.
Источники информации, принятые во вни мание при экспертизе:
1.Авторское свидетельство № 405639. кл. В 2 J 5/00, 1970,
2.Авторское свидетельство № 192745 кл. В 21 Н 1/20,. 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для продольной прокатки | 1975 |
|
SU572323A1 |
| Загрузочно-разгрузочное устройство прокатной клети для двухпозиционной обработки заготовок | 1977 |
|
SU766693A1 |
| Устройство для продольной прокатки деталей с переменным по длине сечением | 1973 |
|
SU539404A1 |
| Загрузочно-разгрузочное устройство стана | 1975 |
|
SU612725A1 |
| Устройство для холодной вальцовки профиля пера лопатки | 1972 |
|
SU446156A1 |
| Бурильная машина | 1986 |
|
SU1406361A1 |
| Способ продольной прокатки деталей | 1976 |
|
SU692661A1 |
| Устройство для обработки стеклоизделий | 1979 |
|
SU887133A1 |
| Станок для насекания зубьев дисковых пил | 1975 |
|
SU569410A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |

}ff
.J.
Jt
