1
Изобретение относится к области порош.ковой металлургии.
Известно уст5ойство для прокатки порошков, включающее валки, иаправляюшие башмаки и бесконечные ленты, охватывающие попарно валки и башмаки ij. Данное устройство не позволяет получать прокатанные полосы значительной толщины.
Решением, наиболее близким предложенному изобретению по технической сути и достигаемому эффекту, является устройство для прокатки металлических порошков, включающее формующие элементы, один из которых выполнен с вогнутой поверхностью, а другой - в вде валка. При этом элемент с вогнутой поверхностью снабжен дополнительным опор ным валком 2J;
Такое устройство не позволяет получать прямолинейную полосу неограниченной длины, а также имеет низкую производительность.
Для расширения технологических возможностей предлагаемого устройства и повышения его производительности оно снабжено направляющими роликами, и бесконечной
лентой, охвагь:вающей элемевг с вогнутри поверхностью.
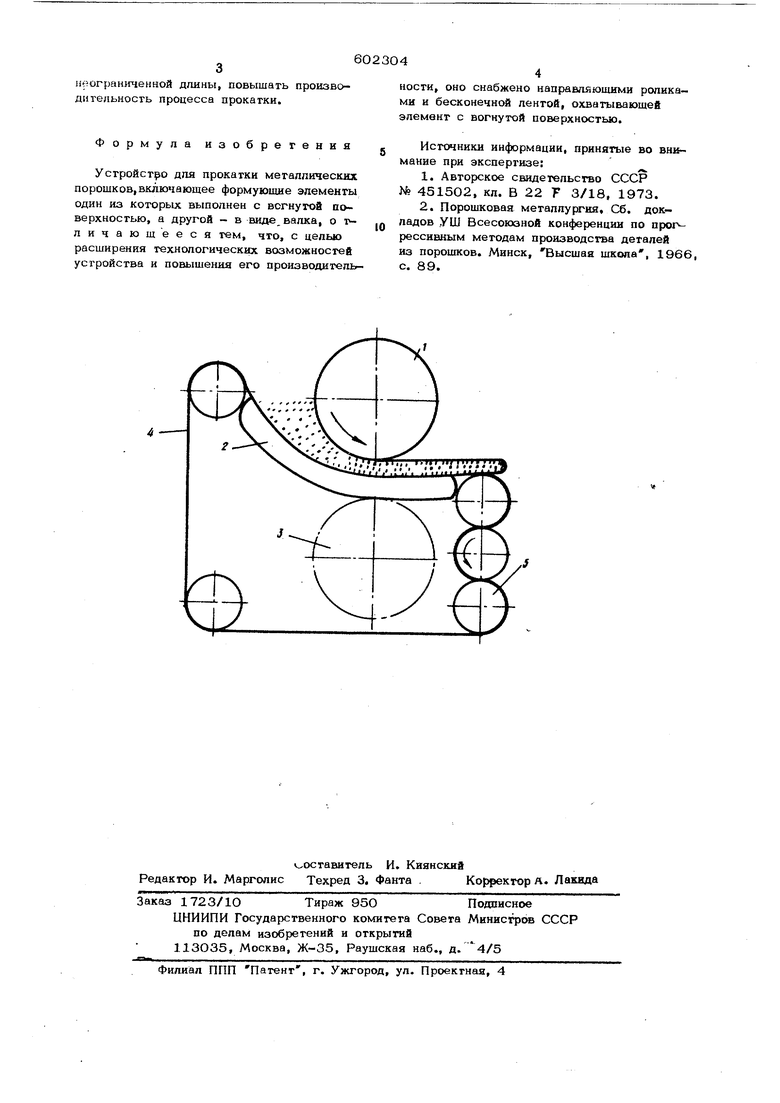
На , чертеже схематично изображен вариант выполнешш описываемого устройств ва,
Устройство Бключаег формующие элемеиты 1 и 2, причем эпеменг 1 выполнен в виде цилиндрического валка и связан с приводом |(на черт, не показан), а , элемент 2 выполнен в виде проводки с вогнутой поверхностью, установленной на неприводном валке 3, бесконечную металлическую денгу 4, охватывающую элемент 2 и направдщоцщ ролики 5. При этом часть роликов можег быть выполнена приводными.
Работает устройство следующим образом. Уплотняемый порошок поступает из бункера-дозатюра (на черт, не показан), захватывается валком 1 и бесконечной пеитой 4, а затем поступает в зону деформации. Прокатная полоса транспортируется бесконечной лентой из зоны деформацни.
Применение предложенного устройства позволяет получать прямолинейные полосы
неограшгченной длины, повышать производитеаьносгь процесса прокатки.
Формула изобретения
Устройство для прокатки металлических порошков,включающее формуюшне элементы один из которых выполнен с вогнугой поверхностью, а другой - в виде валка, о т личаюшееся тем, что, с целью расширения технологических возможностей устройства и повыше иш его производитепьности, оно снабжено направляющими роликами и бесконечной лентой, охватывающей элемент с вогнутой поверхностью.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 451502, кл. В 22 F 3/18, 1973.
2.Порошковая металлургия. Сб. докладов УШ Всесоюзной конференции по прог рессивным методам производства деталей
из порошков, Минск, Высшая школа , 196 с. 89.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки порошковых материалов | 1981 |
|
SU996100A1 |
| Устройство для прокатки порошка | 1977 |
|
SU849988A3 |
| Устройство для прокатки порошка | 1980 |
|
SU908530A1 |
| Устройство для прокатки порошка | 1979 |
|
SU822993A1 |
| Устройство для прокатки порошка | 1983 |
|
SU1122423A1 |
| Устройство для прокатки порошка | 1977 |
|
SU645755A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2053102C1 |
| Устройство для прокатки металлических порошков | 1978 |
|
SU688287A1 |
| Устройство для прокатки порошков | 1989 |
|
SU1650361A1 |
| Устройство для прокатки порошка | 1979 |
|
SU804206A1 |
