1
Изобретение огносигся к обработке металлов давлением, в частности к проиаводст ву металлических труб методом спиральной сварки.
Известно устройство дяя резки непрерыв но движущихся труб, содержащее направляющую линейку, Н9 которой установлена с возможностью продольного перемещения тележка, несущая режущий инструмент и прюким- JQ ной ролик, и механизм возврата гепежки Такл как в известном устройстве процесс резания осуществляется за счет вращения трубы, приобретаемого ею в процессе спиральной хлварки, то необходимо, бы пикейная скорость этого вращения не превышала максимальной скорости резания, допустимой для данного режущего устройств ва.
В настоящее время производительность агрегатов спиральной сварки труб и скорость движения труб в процессе сварки су щесгвенно превысили скоростные возмижниоти известных режущих средств.25
Эго обстоятеаьство привело к тому, что дпя обеспечения разрезки труб, выходящих из агрегата спиральной сварки, приходится снижать скорость и вместе с ней производительность агрегата.
Известна,- устройство дпя резки труб, содержащее направляющие, размещенные внутри полого приводного барабана, соединенные с ним, расположенные параллельно его продольной оси и несущие полаушки с резаками, и прижимы 2}.
Однако на этих устройствах невозможно разрезать трубу в процессе ее движения.
С целью обеспечения возможности резки непрерывно движущейся трубы предлагаемо е устройство снабжено приводом поворота направляющих в виде, например, силового цилиндра, а прижимы выполнены в виде ро пшсов и размещены на попзушках, соединенных между собой и установленных с вазмсзв ностью перемещения вдоль направляющих е совместно с движущейся трубой.
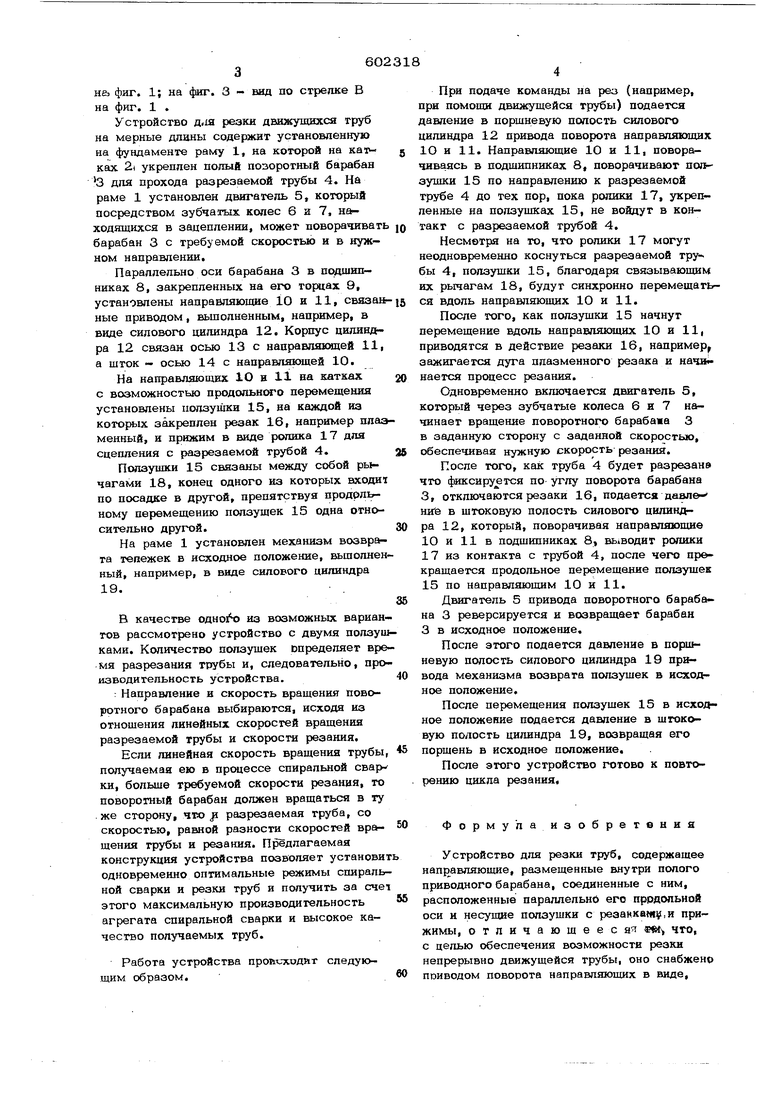
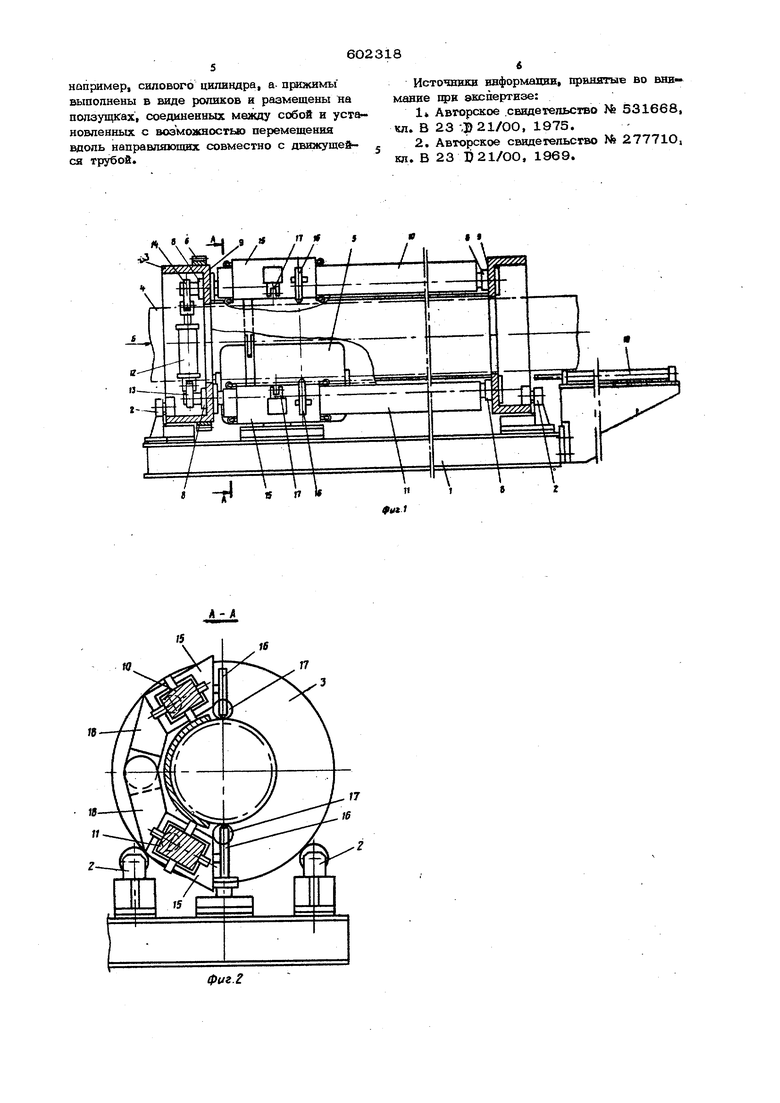
На фиг. 1 схематически изображено предлагаемое устройство в исходном положений, вид спереди; на фиг. 2 - разрез по А-А не фиг. 1; на фиг. 3 - вид по стрелке В на фиг. 1 . Усгройсгво д,ш резки движущихся груб на мерные длины содержит установленную на фундаменте раму 1, на которой на Kaiv ках 2( укреплен полый поворотный барабан 3 для прохода разрезаемой трубы 4. На раме 1 установлен двигатель 5, который посредством зубчатых колес 6 и 7, находящихся в зацеплении, может поворачиват барабан 3 с требуемой скоростью и в нужном направлении. Параллельно оси барабана 3 в подшипниках 8, закрепленных на его ториах 9, установлены направляющие 10 и 11, связа№ ные приводом, вьшолненным, например, в виде силового цилиндра 12. Корпус цилиндра 12 связан осью 13 с направляияцей 11, а шток - осью 14 с направляющей 10. На направляющих 1О и 11 на катках с возможностью продольного перемещения установлены ползущки 15, на каждой из которых закреплен резак 16, например плаз менный, и прижим в виде ролика 17 для сцепления с разрезаемой трубой 4. Ползущки 15 связаны между собой рьлчагами 18, конец одного из которых входи по посадке в другой, препятствуя продольному перемещению ползущек 15 одна относительно другой. На раме 1 установлен механизм возврата тепежек в исходное положение, вьшолнен ный, например, в виде силового цилиндра 19. В качестве одно1 о из возможных вариан тов рассмотрено устройство с двумя ползуш ками. Количество ползушек определяет вре мя разрезания грубы и, следовательно, про изводительность устройства. : Направление и скорость вращения поворотного барабана выбираются, исходя из отнощения линейных скоростей вращения разрезаемой трубы и скорости резания. Если линейная скорость вращения трубы получаемая ею в процессе спиральной свар ки, болыие требуемой скорости резания, то поворотный барабан должен вращаться в ту же сторону, что JB разрезаемая труба, со скоростью, равной разности скоростей врагщения трубы и резания. Предлагаемая конструкция устройства позвотшет установи одновременно оптимальные режимы спираль ной сварки и резки груб и получить за сче этого максимальную производительность агрегата спиральной сварки и высокое качество получаемых труб. Работа устройства проьихидит следующим образом. При подаче команды на pea (например, при помощи движущейся трубы) подается давление в порщневую полость силового цилиндра 12 привода поворота направляющих 1О и 11. Направляющие 1О и 11, поворачиваясь в подшипниках 8, поворачивают ползушки 15 по направлению к разрезаемой трубе 4 до тех пор, пока ролики 17, укрепленные на ползущках 15, не войдут в контакт с разрезаемой трубой 4. Несмотря на то, что ролики 17 могут неодновременно коснуться разрезаемой трубы 4, ползущки 15, благодаря связывающим их рычагам 18, будут синхронно перемещаться вдоль направляющих 10 и 11. После того, как ползушки 15 начнут перемещение вдоль направляющих 10 и 11, приводятся в действие резаки 16, например зажигается дуга плазменного резака и начи нается процесс резания. Одновременно включается двигатель 5, который через зубчатые колеса 6 и 7 начинает вращение поворотного барабаша 3 в заданную сторону с заданной скоростью, обеспечивая нужную скорость резания. После того, как труба 4 будет разрезан что фиксируется по- углу поворота барабана 3, отключаются резаки 16, подается давлеНИИ в щтоковую полость силового цилиндра 12, который, поворачивая направляюпше 1О и 11 в подшипниках 8, вьшодит ролики 17 из контакта с трубой 4, после чего прекращается продольное перемещение ползущек 15 по направляющим 10 и 11. Двигатель 5 привода поворотного барабана 3 реверсируется и возвращает барабан 3 в исходное положение. После этого подается давление в порщневую полость силового цилиндра 19 привода механизма возврата ползущек в исходное положение. После перемещения ползущек 15 в исходное положение подается давление в штоковую полость цилиндра 19, возвращая его порщень в исходное положение. После этого устройство готово к повторению цикла резания. Формулаизобретения Устройство для резки труб, содержащее направляющие, размещенные внутри полого приводного барабана, соединенные с ним, расположенные параллельно его продольной оси и несущие ползущки с резаккаи.и прижимы, отличающеесня «w что, с целью обеспечения возможности резки непрерывно движущейся трубы, оно снабжено ПРИВОДОМ поворота направляющих в виде. например, силового цшшадра, а- прижимы выполнены Б виде роликов н размещены на ползущках, соединенных между собой и установленных с возможностью перемещения вдоль направляющих совместно с двшкущейся трубой. ИСТОЧННЕИ внформацвн, пршштыв во внимание 1Ц)В экспертизе: 1 Авгорское .свидетепьство № 531668, кл. В 23 -.J) 21/00. 1975. 2. Авторское свидетепьство hfe 27771Oi кл. В 23 1J21/OO, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки непрерывно движущихся труб на мерные длины | 1975 |
|
SU531668A1 |
| Установка для резки труб прямоугольного профиля | 1983 |
|
SU1140909A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Устройство для мерной резки труб | 1979 |
|
SU872089A1 |
| Устройство для тепловой резки труб | 1989 |
|
SU1761400A1 |
| Полуавтомат для фасонной резки труб | 1983 |
|
SU1146157A1 |
| Ножницы летучие | 1979 |
|
SU856690A1 |
| Станок для резки труб | 1983 |
|
SU1109272A1 |
| Агрегат для резки рулонного материала | 1987 |
|
SU1466116A1 |
| Устройство для резки труб | 1972 |
|
SU450658A1 |

16
W
17
W
